Холодная обработка металлов: основные методы и технологии на современном производстве
Сегодня современное производство деталей невозможно представить без передовых методов. В машиностроении и смежных сферах широко используется холодная обработка металлов — это технологии, при которых создание новых контуров идет без нагрева металлических заготовок.
В отличие от других подходов, данный процесс протекает при комнатной температуре. Специалисты отмечают, что такая обработка дает возможность быстро задавать нужную геометрию. При этом внутреннее строение металла перестраивается по особым законам. Холодная деформация дает шанс добиться результата без расплавления.
Любая промышленная обработка металла требует строгого контроля. Когда рассматривается этот подход, важно помнить, что холодная обработка делает основу металла плотнее. В этом материале мы разберем, как ведет себя металл, какие подходы применяют и почему именно такая обработка стала стандартом.
В отличие от других подходов, данный процесс протекает при комнатной температуре. Специалисты отмечают, что такая обработка дает возможность быстро задавать нужную геометрию. При этом внутреннее строение металла перестраивается по особым законам. Холодная деформация дает шанс добиться результата без расплавления.
Любая промышленная обработка металла требует строгого контроля. Когда рассматривается этот подход, важно помнить, что холодная обработка делает основу металла плотнее. В этом материале мы разберем, как ведет себя металл, какие подходы применяют и почему именно такая обработка стала стандартом.
Что такое холодная обработка металлов и в чем ее отличия от горячей
Что по своей сути представляет холодная обработка? Это подход изменения формы, а также внутренней архитектуры металла при температуре ниже точки его рекристаллизации. Проще говоря, это метод пластической деформации, который реализуется без температурного воздействия и служит как отличная альтернатива термической обработке. Такой процесс вытяжки или изгибания модифицирует конфигурацию кристаллической решетки, плотно сжимая ее.
Классическая горячая обработка подразумевает работу с раскаленным массивом материала. В качестве яркого примера можно привести такие операции, как ковка или создание отливки методами литья. Интенсивный нагрев переводит сырье в мягкое состояние. Однако деформирование в обычной среде диктуется иными условиями, где возникают совершенно новые явления и запускается работа других физических механизмов. Здесь предел текучести преодолевается колоссальным давлением.
В профессиональной среде эту практику часто называют наклепом. Подобная механическая обработка кардинально отличается от горячей базы. Данный вектор применим для множества видов сырья, в том числе для чистого железа.
Классическая горячая обработка подразумевает работу с раскаленным массивом материала. В качестве яркого примера можно привести такие операции, как ковка или создание отливки методами литья. Интенсивный нагрев переводит сырье в мягкое состояние. Однако деформирование в обычной среде диктуется иными условиями, где возникают совершенно новые явления и запускается работа других физических механизмов. Здесь предел текучести преодолевается колоссальным давлением.
В профессиональной среде эту практику часто называют наклепом. Подобная механическая обработка кардинально отличается от горячей базы. Данный вектор применим для множества видов сырья, в том числе для чистого железа.
Ключевые отличия двух подходов
Для наглядности сравним оба варианта:
Этот процесс позволяет сохранить исходный химический состав заготовки, практически полностью исключая окисление. Такая обработка гарантирует, что заготовка не даст усадки после остывания. Холодная обработка — это предсказуемый и надежный путь для получения базовых компонентов с нужными и строго выверенными пропорциями.
- Температурный режим: Холодная методика проходит без дополнительного нагрева, высокотемпературная — при экстремальных значениях.
- Усилие: Формоизменение без повышения температур требует задействовать мощный пресс для преодоления сопротивления.
- Перестройка макроструктуры: Безтемпературный метод упрочняет волокна, тогда как термический оставляет их рыхлыми и податливыми.
Этот процесс позволяет сохранить исходный химический состав заготовки, практически полностью исключая окисление. Такая обработка гарантирует, что заготовка не даст усадки после остывания. Холодная обработка — это предсказуемый и надежный путь для получения базовых компонентов с нужными и строго выверенными пропорциями.
Основные виды холодной обработки

Существует несколько ключевых направлений, с помощью которых осуществляется холодная обработка базового металла. Каждый способ из арсенала методов обработки решает свои уникальные задачи. Ниже представлен детальный разбор основных видов такого взаимодействия.
Эта обработка позволяет придать сырью нужный угол без разрушения волокон. В качестве исходника берется плоский лист или полоса металла. С помощью профильного гибочного агрегата контур плавно трансформируется — так реализуется гибка. Данная обработка требует верного расчета, так как у любого металла есть эффект пружинения.
Данная обработка заключается в пропускании базы через сужающийся канал — фильеру. Этот вектор задействуют, чтобы получать предметы абсолютно заданного диаметра. Такая обработка обязательно требует присутствия технологических смазок. Именно через волочение изготавливается калиброванный пруток или тонкие мотки проволоки, а также тянутая труба. Торцевое сечение при этом равномерно уменьшается.
В серийном потоке штамповка считается одним из самых результативных методов. Здесь обработка включает такие действия, как вырубка внешнего контура и пробивка сквозных пустот. Разделение металла происходит сдвигом или срезом. Для таких задач оптимальна листовая сталь, что гарантирует идентичность любой партии.
Данная обработка металла базируется на прохождении сырья между вращающимися цилиндрами рабочих валов — это классическая прокатка. Сила обжатия сдавливает металла, делая его тоньше и плотнее. Такая обработка незаменима для выпуска высокоточного плоского проката и сложных профилей.
- Первая категория: пространственное искривление
Эта обработка позволяет придать сырью нужный угол без разрушения волокон. В качестве исходника берется плоский лист или полоса металла. С помощью профильного гибочного агрегата контур плавно трансформируется — так реализуется гибка. Данная обработка требует верного расчета, так как у любого металла есть эффект пружинения.
- Вторая категория: протяжка
Данная обработка заключается в пропускании базы через сужающийся канал — фильеру. Этот вектор задействуют, чтобы получать предметы абсолютно заданного диаметра. Такая обработка обязательно требует присутствия технологических смазок. Именно через волочение изготавливается калиброванный пруток или тонкие мотки проволоки, а также тянутая труба. Торцевое сечение при этом равномерно уменьшается.
- Третья категория: ударное воздействие
В серийном потоке штамповка считается одним из самых результативных методов. Здесь обработка включает такие действия, как вырубка внешнего контура и пробивка сквозных пустот. Разделение металла происходит сдвигом или срезом. Для таких задач оптимальна листовая сталь, что гарантирует идентичность любой партии.
- Четвертая категория: вальцевание
Данная обработка металла базируется на прохождении сырья между вращающимися цилиндрами рабочих валов — это классическая прокатка. Сила обжатия сдавливает металла, делая его тоньше и плотнее. Такая обработка незаменима для выпуска высокоточного плоского проката и сложных профилей.
Какие металлы и сплавы лучше всего подходят для холодного деформирования
Далеко не любой металл способен выдержать интенсивное усилие без разрушения. Чтобы обработка прошла успешно, сырье должно обладать солидным запасом пластичности. Именно физические свойства металла определяют, насколько легко он примет новую форму.
Какие составы оптимальны для деформации?
Легче всего силовым нагрузкам поддаются группы с вязкой базовой архитектурой. Рассмотрим основные категории:
Сложнее обстоит дело, когда в составе стали много примесей. Если база пересыщена марганцем, такая обработка металла потребует колоссальных мощностей. Для жестких легированных марок металла часто нужен промежуточный отжиг.
В среде самых пластичных видов металла существует свой резерв текучести. Грамотная холодная обработка любого металла ведется так, чтобы избежать микротрещин.
- Мягкие цветные базы: Базовые марки алюминия и чистой меди считаются эталоном. Отлично профилируются сплавы на их основе — мягкие виды латуни и качественная бронза. Присутствие олова, никеля, а также сверхлегкий магний или компоненты титана вносят свои коррективы, но при грамотной настройке оборудования они тоже принимают заданный вид.
- Сталь: Идеальным вариантом выступает низкоуглеродистая сталь. Благодаря минимуму углерода она легко тянется. Подобная обработка применима и к другим маркам: конструкционная база и нержавеющий прокат подчиняются матрице сложнее, но результат того стоит.
Сложнее обстоит дело, когда в составе стали много примесей. Если база пересыщена марганцем, такая обработка металла потребует колоссальных мощностей. Для жестких легированных марок металла часто нужен промежуточный отжиг.
В среде самых пластичных видов металла существует свой резерв текучести. Грамотная холодная обработка любого металла ведется так, чтобы избежать микротрещин.
Какое оборудование и станки используются для холодной обработки

Передовая металлообработка опирается на огромный парк машин. Чтобы обрабатывать сырье без теплового шока, требуется эффективное оснащение, готовое выдерживать колоссальные нагрузки.
В цехах повсеместно внедряются умные комплексы. Интеллектуальные цифровые модули таких систем настолько продвинуты, что их программное обеспечение поддерживает даже обработку персональных данных операторов для безопасной авторизации. Но базисом всегда выступают мощные силовые узлы и огромный ресурс рабочего инструмента.
В цехах повсеместно внедряются умные комплексы. Интеллектуальные цифровые модули таких систем настолько продвинуты, что их программное обеспечение поддерживает даже обработку персональных данных операторов для безопасной авторизации. Но базисом всегда выступают мощные силовые узлы и огромный ресурс рабочего инструмента.
Основные виды оборудования
В зависимости от поставленной задачи, обработка плотного металла требует привлекать специфические группы оборудования. Для наглядности распределим их по категориям:
В отдельный класс стоит вынести устройства для снятия стружки, куда входит классическая токарная обработка. При их работе часто применяется сухое резание. Еще один важный вектор — резьбонарезные автоматы. Их главная цель — нарезка наружной или скрытой резьбы. С их помощью создается винтовая линия или любой другой сложный фасонный контур.
Любая подобная обработка подразумевает сверхнадежную фиксацию заготовки. Только в такой среде передовая методика превращает глухой кусок металла в готовый шедевр инженерии за считанные секунды, а итоговая процедура неразрушающего типа сохраняет целостность полотна металла.
Любая подобная обработка подразумевает сверхнадежную фиксацию заготовки. Только в такой среде передовая методика превращает глухой кусок металла в готовый шедевр инженерии за считанные секунды, а итоговая процедура неразрушающего типа сохраняет целостность полотна металла.
Как холодная обработка влияет на прочность
Холодная обработка металлов — это не только способ придать заготовке нужную форму, но и мощный технологический инструмент для направленного изменения ее физико-механических свойств. Отсутствие высокотемпературного нагрева кардинально меняет подход к формированию финальных характеристик изделия.
Феномен наклепа: кратный рост прочности
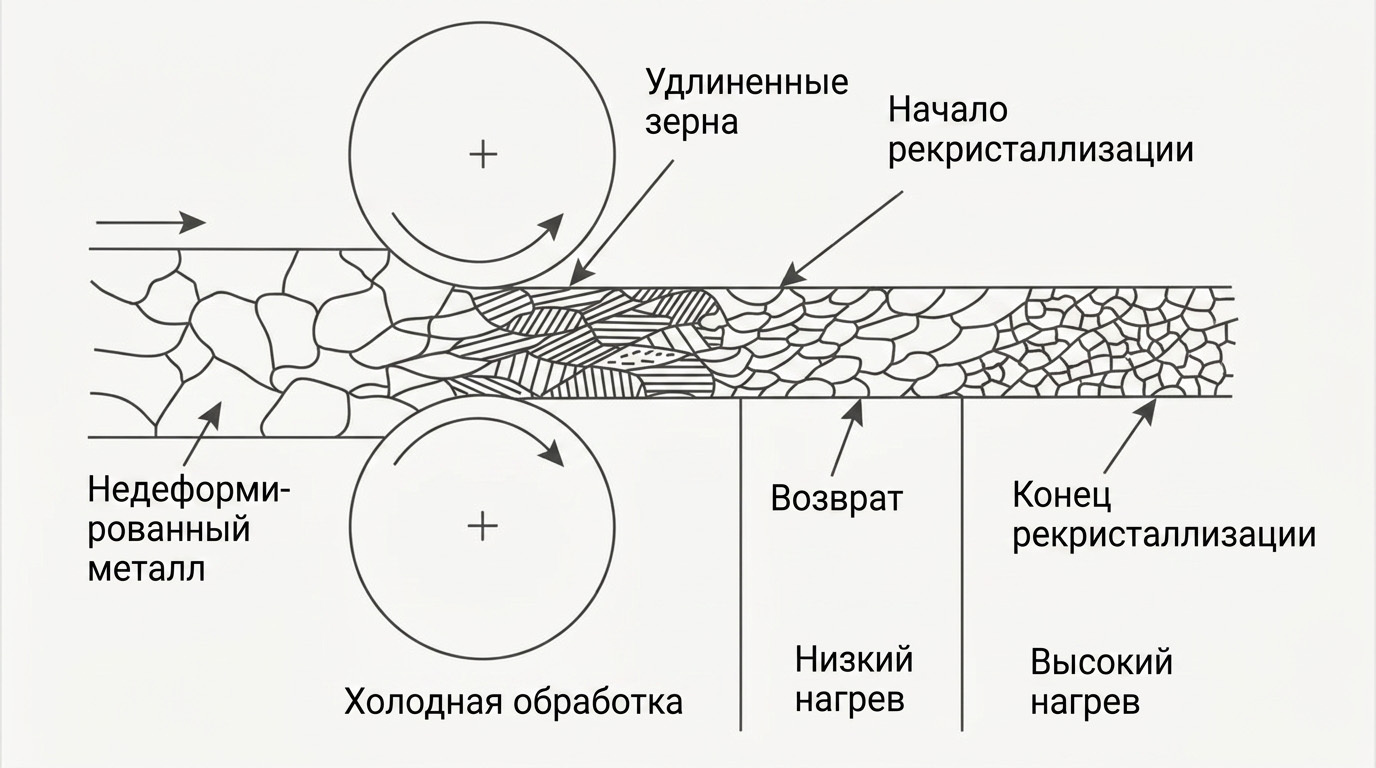
При пластической деформации в холодной среде происходит направленное искажение кристаллической решетки и вытягивание зерен вдоль оси приложения силы. Этот процесс сопровождается резким увеличением плотности дислокаций (микроскопических дефектов структуры). В результате металл становится более твердым и прочным — это явление называется наклепом (или деформационным упрочнением).
Математически зависимость напряжения течения от степени деформации описывается эмпирическим уравнением Холломона:
σ= K * εn
Где:
Практический результат: предел текучести и поверхностная твердость возрастают на 50–200% в зависимости от степени обжатия. Однако стоит учитывать, что вместе с ростом прочности неизбежно снижается пластичность металла — он становится более хрупким.
Математически зависимость напряжения течения от степени деформации описывается эмпирическим уравнением Холломона:
σ= K * εn
Где:
- σ — истинное напряжение (сопротивление металла деформации);
- K — коэффициент прочности конкретного материала;
- ε — истинная деформация (степень изменения формы);
- n — показатель деформационного упрочнения (отражает способность металла упрочняться).
Практический результат: предел текучести и поверхностная твердость возрастают на 50–200% в зависимости от степени обжатия. Однако стоит учитывать, что вместе с ростом прочности неизбежно снижается пластичность металла — он становится более хрупким.
Прецизионная точность и качество поверхности
В отличие от горячей ковки или литья, холодная обработка исключает термическое расширение сырья и его последующую усадку при остывании. Это открывает путь к созданию изделий с идеальной геометрией.
Ключевые преимущества для точности изделий:
Ключевые преимущества для точности изделий:
- Микронные допуски: Размеры максимально точно повторяют геометрию рабочего инструмента (матрицы, пуансона или валков).
- Отсутствие окалины: Без нагрева металл не вступает в активную реакцию с кислородом, сохраняя абсолютную чистоту поверхностного слоя.
- Идеальная гладкость: Из-за высокого давления, оказываемого гладким инструментом, микронеровности на поверхности металла сглаживаются, приобретается зеркальный блеск и минимальный показатель шероховатости (Ra).
Сравнительная характеристика свойств детали
Для наглядности того, как меняются параметры заготовки, обратимся к таблице:
Практическая польза: Понимание этих процессов позволяет инженерам создавать более легкие, но сверхпрочные конструкции. Например, благодаря эффекту наклепа можно использовать более тонкий стальной лист или проволоку меньшего диаметра без потери несущей способности изделия, что существенно экономит материал и снижает вес конечного продукта.
Преимущества и недостатки
Выбор между горячей и холодной обработкой металла — это всегда инженерный и экономический компромисс. Холодная деформация (формоизменение при температуре ниже порога рекристаллизации) предлагает выдающиеся результаты в качестве готовой продукции, но накладывает жесткие технологические ограничения.
Ниже приведен подробный анализ сильных и слабых сторон этого метода.
Ниже приведен подробный анализ сильных и слабых сторон этого метода.
Ключевые преимущества (Плюсы)
Холодная обработка является стандартом для массового прецизионного производства благодаря следующим факторам:
- Экономия энергоресурсов и экологичность. Отсутствие необходимости разогревать огромные печи до 1000–1200 °C кардинально снижает энергозатраты предприятия. Кроме того, в цехах нет вредных выбросов от сгорания топлива.
- Безотходность производства (КИМ). Коэффициент использования материала (КИМ) при штамповке или волочении может достигать 85–95%. В отличие от обработки резанием, металл не уходит в стружку, а перераспределяется.
- Исключительное качество поверхности и точность. Из-за отсутствия термического расширения и окалины (которая всегда образуется при горячей ковке), изделия получают точные размеры (допуски в микронах) и зеркальную гладкость без дополнительной шлифовки.
- Упрочнение (наклеп). Как было рассмотрено ранее, поверхность становится значительно прочнее. Это позволяет использовать более дешевые марки сталей или уменьшать толщину стенок изделия без потери несущей способности.
Существенные недостатки (Минусы)
Несмотря на очевидные плюсы, внедрение обработки ограничено физикой металла:
- Потребность в сверхмощном оборудовании. Холодный металл оказывает колоссальное сопротивление деформированию. Матрицы, пуансоны и станины прессов должны обладать огромным запасом прочности.
- Потеря пластичности и риск разрушения. По мере деформации металл твердеет и становится хрупким. Выполнить сложную форму за один проход невозможно — заготовка просто лопнет.
- Необходимость промежуточного отжига. Чтобы снять внутренние напряжения и вернуть металлу пластичность для дальнейшей формовки, деталь приходится временно отправлять в печь для рекристаллизационного отжига. Это усложняет логистику и увеличивает цикл производства.
- Появление остаточных напряжений. После снятия нагрузки остаются скрытые внутренние напряжения. При последующей механической обработке или эксплуатации они могут привести к искривлению (короблению) изделия.
Математическое обоснование ограничений (Формула усилия)
Главный недостаток метода (необходимость мощного оборудования) легко объяснить математически. Требуемое усилие деформирования (P) рассчитывается по упрощенной формуле:
P=σs⋅F⋅k
Где:
Из формулы видно: так как при обработке показатель σs постоянно увеличивается, для продолжения деформации требуется экспоненциальный рост усилия P, что приводит к быстрому износу инструмента.
P=σs⋅F⋅k
Где:
- P — необходимое усилие пресса;
- σs — предел текучести металла (который при обработке непрерывно растет из-за наклепа);
- F — площадь контакта инструмента с металлом;
- k — коэффициент, учитывающий трение и сложность формы (обычно k>1).
Из формулы видно: так как при обработке показатель σs постоянно увеличивается, для продолжения деформации требуется экспоненциальный рост усилия P, что приводит к быстрому износу инструмента.
Сводная таблица для принятия решений
Для оценки целесообразности применения метода на производстве инженеры ориентируются на следующие критерии:
Практический вывод: Холодная деформация — это идеальный инструмент для массового производства точных, относительно небольших деталей (крепеж, корпуса электроники, профили, тонкостенные трубы). Для крупногабаритных изделий или деталей со сложной, резкой геометрией экономически и технически выгоднее применять горячую обработку или литье.
В каких сферах промышленности применяются изделия холодной формовки
Благодаря уникальному сочетанию прецизионной точности, повышенной прочности (за счет эффекта наклепа) и низкой себестоимости при массовом выпуске, изделия холодной формовки стали фундаментом для многих современных отраслей. Везде, где требуется изготовить миллионы одинаковых деталей с минимальным количеством отходов, этот метод вне конкуренции.
Рассмотрим ключевые секторы экономики, жизнь которых невозможна без технологий холодной деформации.
Рассмотрим ключевые секторы экономики, жизнь которых невозможна без технологий холодной деформации.
1. Автомобилестроение и транспорт
Автопром — главный потребитель холодной формовки. Борьба за снижение веса автомобилей для экономии топлива и перехода на электротягу делает этот метод незаменимым.
- Кузовные элементы: Крылья, капоты, двери и крыши производятся методом холодной листовой штамповки.
- Силовые узлы и крепеж: Шестерни, валы, поршневые пальцы, а также миллионы болтов, заклепок и гаек создаются методом холодной объемной высадки. Металл уплотняется, обеспечивая максимальную надежность узлов.
2. Строительство и инфраструктура
Объемы потребления металлопроката в строительстве колоссальны, и именно холодная обработка позволяет производить продукцию километрами и тоннами.
- Профилированные материалы: Металлочерепица, профнастил, сайдинг и профили для гипсокартона получают путем холодной прокатки листовой стали через систему валков.
- Арматура и проволока: Строительные сетки, стальные тросы и пружины изготавливаются методом волочения.
3. Авиационная и аэрокосмическая промышленность
В авиации действует правило: каждый лишний грамм стоит огромных денег. Поэтому здесь применяют холодную формовку высокопрочных алюминиевых и титановых сплавов.
Элементы обшивки самолетов, специализированный крепеж (авиационные заклепки), элементы топливных систем. Точность геометрии обеспечивает идеальную аэродинамику.
Элементы обшивки самолетов, специализированный крепеж (авиационные заклепки), элементы топливных систем. Точность геометрии обеспечивает идеальную аэродинамику.
4. Электроника, приборостроение и медицина
В этих сферах на первый план выходит миниатюрность и чистота поверхности.
- Электроника: Цельнометаллические корпуса смартфонов и ноутбуков, радиаторы охлаждения, контакты реле, микроскопические винты.
- Медицина: Хирургический инструмент, иглы для шприцев (производятся путем многократного холодного волочения трубных заготовок), титановые импланты.
Экономическое обоснование применения (Показатель КИМ)
Почему заводы в этих отраслях массово отказываются от токарной и фрезерной обработки в пользу холодной формовки? Ответ кроется в экономической эффективности, которая измеряется Коэффициентом использования материала (КИМ).
Его формула предельно проста:
КИМ = Mdet / Mzag
Где:
Mdet — масса готовой детали;
Mzag — масса исходной заготовки.
Практическая польза расчетов: При изготовлении болта на токарном станке (резанием) до 60% металла уходит в стружку (КИМ=0.4−0.5). При изготовлении того же болта методом высадки, материал просто перераспределяется из стержня в головку. В этом случае КИМ достигает 0.95 - 0.98.
Для транснациональных корпораций в сфере автопрома или строительства такое сбережение сырья означает экономию миллионов долларов ежегодно, что делает холодную формовку основой современного рентабельного производства.
Его формула предельно проста:
КИМ = Mdet / Mzag
Где:
Mdet — масса готовой детали;
Mzag — масса исходной заготовки.
Практическая польза расчетов: При изготовлении болта на токарном станке (резанием) до 60% металла уходит в стружку (КИМ=0.4−0.5). При изготовлении того же болта методом высадки, материал просто перераспределяется из стержня в головку. В этом случае КИМ достигает 0.95 - 0.98.
Для транснациональных корпораций в сфере автопрома или строительства такое сбережение сырья означает экономию миллионов долларов ежегодно, что делает холодную формовку основой современного рентабельного производства.
Заключение
Холодная обработка металлов — это не просто альтернатива горячей ковке или литью, а самостоятельный, высокотехнологичный фундамент современного массового производства. Исключая из технологической цепочки экстремальный нагрев, инженеры получили возможность управлять структурой материала на микроуровне, делая его прочнее и долговечнее.
Подводя итог, можно выделить три главных аспекта, определяющих ценность этой технологии:
Несмотря на высокие первоначальные затраты на мощные прессы и сверхпрочную оснастку, эти инвестиции быстро окупаются. В условиях глобального промышленного тренда на ресурсосбережение, автоматизацию и снижение веса конструкций, технологии холодной обработки будут только развиваться, оставаясь главным инструментом для создания надежного будущего.
Подводя итог, можно выделить три главных аспекта, определяющих ценность этой технологии:
- Экономическая эффективность: Высокий коэффициент использования материала (КИМ) и отсутствие энергозатрат на нагрев печей делают метод идеальным для серийного выпуска.
- Безупречное качество: Микронная точность геометрических параметров и зеркальная гладкость поверхности часто исключают необходимость финальной механической доводки.
- Универсальность: От микроскопических контактов в смартфонах до кузовов автомобилей и несущих профилей зданий — изделия холодной формовки окружают нас повсюду.
Несмотря на высокие первоначальные затраты на мощные прессы и сверхпрочную оснастку, эти инвестиции быстро окупаются. В условиях глобального промышленного тренда на ресурсосбережение, автоматизацию и снижение веса конструкций, технологии холодной обработки будут только развиваться, оставаясь главным инструментом для создания надежного будущего.
Форма обратной связи
Закажите звонок, менеджер свяжется с вами в течении 10 минут!
Оставить заявку с сайта и получить скидка 10%.
Оставить заявку с сайта и получить скидка 10%.