Что такое лазерная резка: виды технологий и их применение в металлообработке
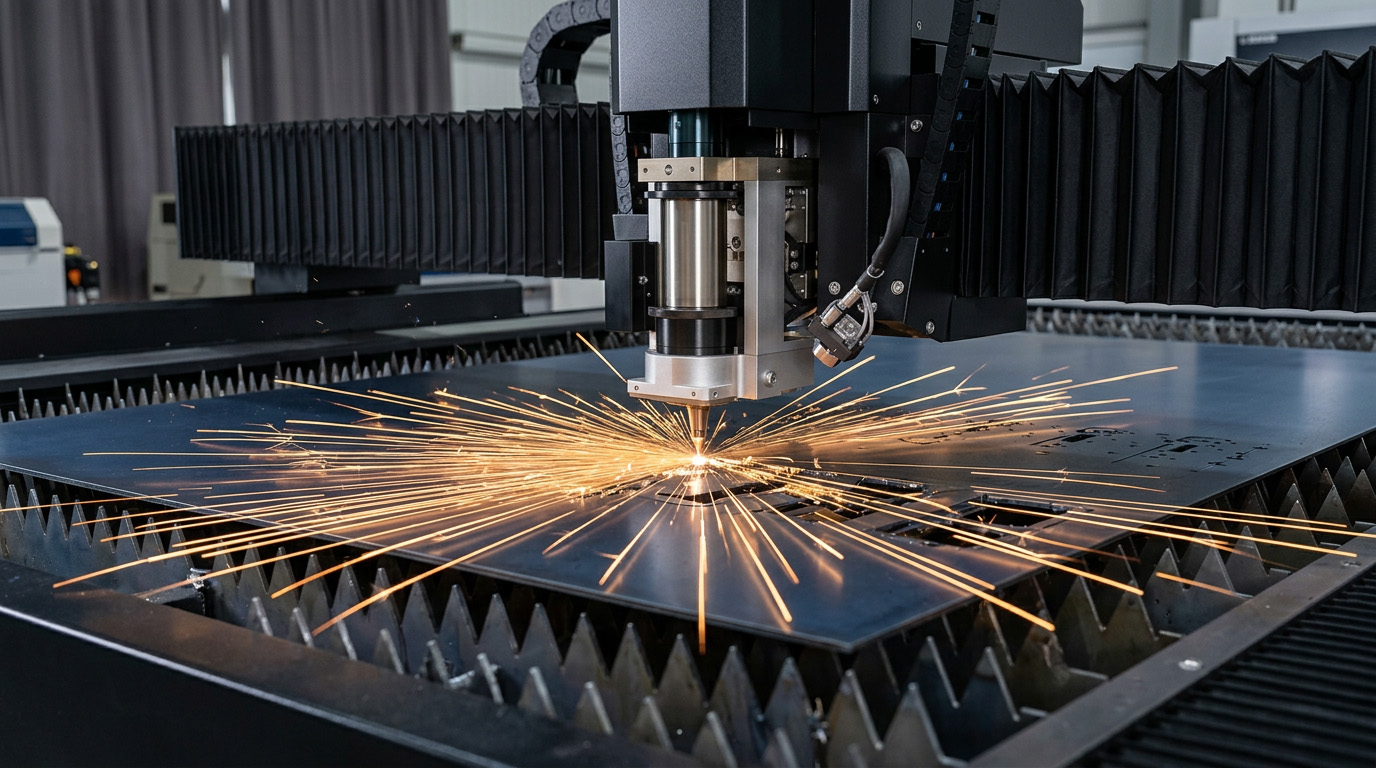
Современное производство сложно представить без передовых технологий. Лазерная резка металла — это инновационный метод обработки, который полностью изменил подход к созданию деталей. Как работает технология лазерной резки? В ее основе лежит процесс, при котором сфокусированный луч направляет огромное количество энергии на поверхность заготовки. Под воздействием высокой температуры происходит мгновенное плавление и испарение материала.
Сегодня лазерная резка позволяет решать широкий спектр задач. Эта резка применяется там, где традиционные механические станки уже не справляются. В сфере, которую охватывает металлообработка, именно лазерная резка металла стала абсолютным стандартом. Чтобы эффективно резать различные сплавы, предприятия используют разные виды оборудования. Далее мы подробно разберем, как работает лазерная резка на практике, и выясним, какие типы лазеров сейчас наиболее востребованы.
Сегодня лазерная резка позволяет решать широкий спектр задач. Эта резка применяется там, где традиционные механические станки уже не справляются. В сфере, которую охватывает металлообработка, именно лазерная резка металла стала абсолютным стандартом. Чтобы эффективно резать различные сплавы, предприятия используют разные виды оборудования. Далее мы подробно разберем, как работает лазерная резка на практике, и выясним, какие типы лазеров сейчас наиболее востребованы.
Принцип работы и особенности волоконной лазерной резки

Волоконные системы относятся к категории твердотельных устройств. Основной источник оптического излучения функционирует на базе специального кабеля, это сырье легировано редкоземельными элементами. Такая активная среда позволяет получить луч нужной формы и оптимальной мощности.
Принцип работы заключается в том, что свет проходит через оптический тракт и усиливается. Затем излучение передается к рабочей зоне без сложных оптических путей, что существенно снижает потери. Внутри режущей головки применяется набор линз фокусировки. Благодаря им диаметр потока становится максимально узкий.
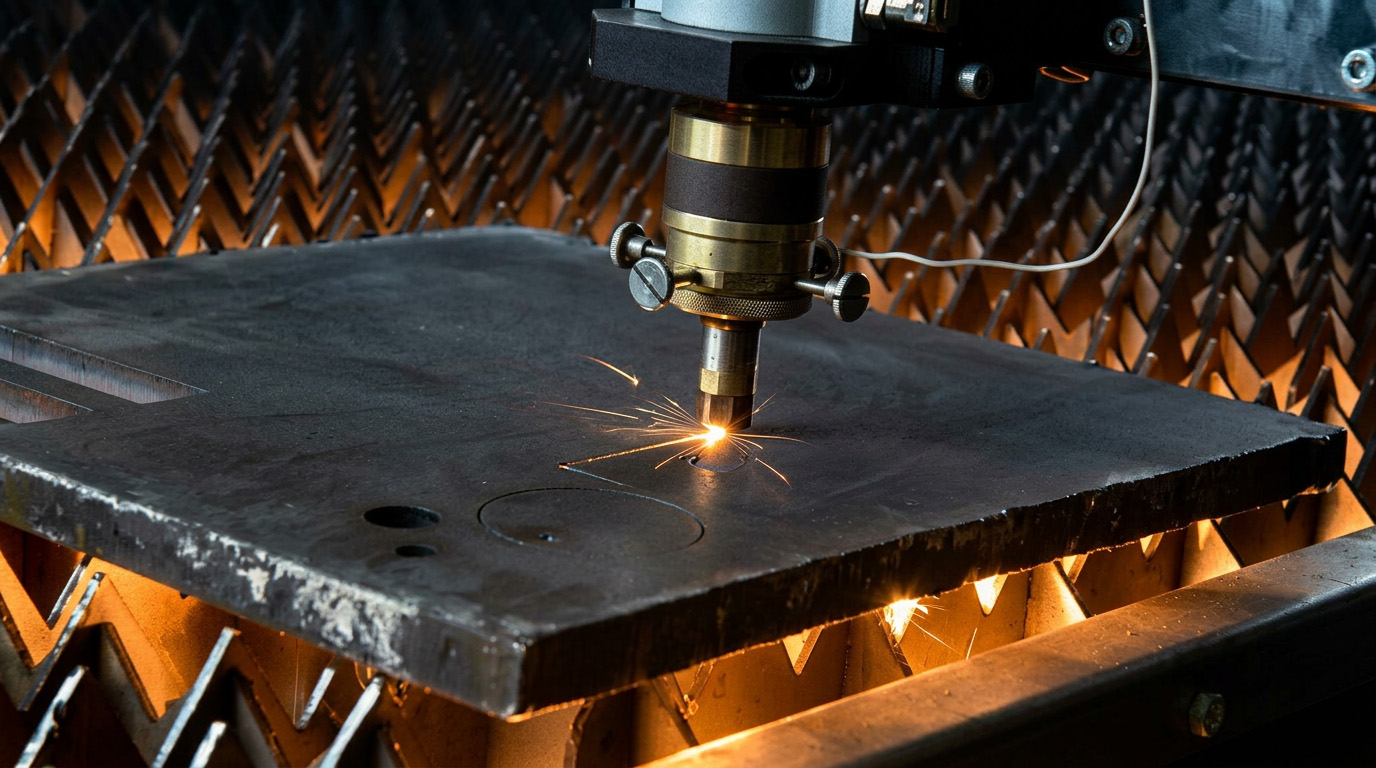
Когда луч фокусируется на лист обрабатываемого материала, происходит мгновенное плавление. Часто лазерная резка металла требует подачи инертного газа. В место реза подают азот или сжатый воздух, что дает чистый контур среза.
Основные особенности технологии:
Для такого передового метода, как лазерная резка, крайне важна надежность. Современный лазерный станок сокращает эксплуатационные затраты, так как внутренние компоненты практически не изнашиваются. Процесс управления идет через систему ЧПУ, куда предварительно загружаются проекты по чертежам, после чего резка выполняет свой запрограммированный автоматический режим.
Принцип работы заключается в том, что свет проходит через оптический тракт и усиливается. Затем излучение передается к рабочей зоне без сложных оптических путей, что существенно снижает потери. Внутри режущей головки применяется набор линз фокусировки. Благодаря им диаметр потока становится максимально узкий.
Когда луч фокусируется на лист обрабатываемого материала, происходит мгновенное плавление. Часто лазерная резка металла требует подачи инертного газа. В место реза подают азот или сжатый воздух, что дает чистый контур среза.
Основные особенности технологии:
- Высокая скорость. Скорость обработки при резке заготовки толщиной до нескольких миллиметров бьет все рекорды. Раскрой тонких панелей происходит невероятно быстро.
- Совместимость с материалами. Данная резка отлично подходит, если нужно резать медь, детали из алюминия, латуни и других цветных металлов. Длина волны здесь значительно короче, поэтому свет не отражается от блестящей поверхности.
- Отличное качество. Поскольку термическая зона крайне мала, любые деформации исключены. Готовое изделие не требует дополнительной зачистки кромки.
Для такого передового метода, как лазерная резка, крайне важна надежность. Современный лазерный станок сокращает эксплуатационные затраты, так как внутренние компоненты практически не изнашиваются. Процесс управления идет через систему ЧПУ, куда предварительно загружаются проекты по чертежам, после чего резка выполняет свой запрограммированный автоматический режим.
Как работает газовый CO2 лазер в современной металлообработке
Газовой установке долгое время отдавали абсолютное предпочтение на производствах. Сегодня представители промышленных предприятий также активно применяют этот подход. В основе генерации лежит специальная смесь, где главную роль играет диоксид углерода.
Создание направленного потока происходит внутри закрытого излучателя. Чтобы сгенерировать мощные лучи, применяется сложная система зеркал. Свет многократно отражается, усиливается и направляется в рабочую область.
Когда выбран данный способ, в зону тепловой реакции часто подается активный кислород. Он поддерживает горение, охлаждает поверхность материала, эффективно выдувает отходы и увеличивает общую производительность. Такая лазерная резка способна прорезать очень плотные листы.
В современном машиностроении углекислотные аппараты — это проверенные временем решения. Эта лазерная резка отлично подходит для раскроя чугуна. Технология лазерной резки успешно применяется и для нержавеющей стали, если максимально точно задать нужные параметры оборудования.
Толстые заготовки прорезаются стабильно и ровно. Но следует учитывать некоторые технологические ограничения: лазерная резка таким методом менее эффективна для отражающих сплавов. Зато этот вариант идеален для неметаллических фактур. Оборудование может легко резать акрил, дерево, фрагменты стекла, также мастеру доступна гравировка и сварка, если базой выступает хрупкая керамика.
Создание направленного потока происходит внутри закрытого излучателя. Чтобы сгенерировать мощные лучи, применяется сложная система зеркал. Свет многократно отражается, усиливается и направляется в рабочую область.
Когда выбран данный способ, в зону тепловой реакции часто подается активный кислород. Он поддерживает горение, охлаждает поверхность материала, эффективно выдувает отходы и увеличивает общую производительность. Такая лазерная резка способна прорезать очень плотные листы.
В современном машиностроении углекислотные аппараты — это проверенные временем решения. Эта лазерная резка отлично подходит для раскроя чугуна. Технология лазерной резки успешно применяется и для нержавеющей стали, если максимально точно задать нужные параметры оборудования.
Толстые заготовки прорезаются стабильно и ровно. Но следует учитывать некоторые технологические ограничения: лазерная резка таким методом менее эффективна для отражающих сплавов. Зато этот вариант идеален для неметаллических фактур. Оборудование может легко резать акрил, дерево, фрагменты стекла, также мастеру доступна гравировка и сварка, если базой выступает хрупкая керамика.
Сравнение волоконного и CO2 лазера: главные технологические отличия
Когда нужно автоматизировать производственные линии, выбор конкретного инструмента имеет огромное значение. Оба варианта имеют свои недостатки и несомненные преимущества лазерной обработки. Необходимо тщательно изучить технические факторы, чтобы понять, какая лазерная резка будет оптимальной для конкретных задач.
Для наглядного понимания разницы между двумя технологиями ознакомьтесь со сравнительной таблицей.
Для наглядного понимания разницы между двумя технологиями ознакомьтесь со сравнительной таблицей.
Отличия лазерного луча и поглощения энергии
Главная разница кроется в том, какая генерируется длина волны. У оптоволоконных машин она в десять раз меньше. Благодаря этому лазерная энергия очень интенсивно поглощается такими материалами, как листы титана или сплавы меди. Углекислотная лазерная резка справляется лучше, когда критически важен теплообмен при работе с толстым сырьем и необходимо оставить ровные контуры сложного профиля без малейшего нагара.
Скорость, с которой идет лазерная резка
Если на резку поступают заготовки малой толщины, то волоконная лазерная резка безусловно выигрывает. Этот метод позволяет создавать изделия с высокой скоростью и точностью, что кратно увеличивает выпуск готовой продукции. При этом лазерная резка толстых конструкционных блоков иногда быстрее и качественнее идет именно на углекислотных станках.
Расход ресурсов, настройка и очистка
Современный лазерный станок твердотельного типа ощутимо уменьшает расход электричества на предприятии. Нет необходимости постоянно закупать специальные смеси для накачки, поэтому такая лазерная резка обходится владельцам дешевле в перспективе. Газовая лазерная резка, напротив, устроена так, что ей регулярно требуется сложная подготовка, тщательная очистка системы зеркал и ювелирная настройка оптики.
В результате, технология обработки на CO2-системах находит свое применение в смешанных цехах, где помимо стали режут неметаллические материалы. Но если вам нужна вырезка высокоточных отверстий, быстрый раскрой профильных труб или резка цветных металлов, то волоконная лазерная резка подойдет гораздо лучше. На сегодняшний день это наиболее передовой и экономически выгодный формат для большинства производств.
В результате, технология обработки на CO2-системах находит свое применение в смешанных цехах, где помимо стали режут неметаллические материалы. Но если вам нужна вырезка высокоточных отверстий, быстрый раскрой профильных труб или резка цветных металлов, то волоконная лазерная резка подойдет гораздо лучше. На сегодняшний день это наиболее передовой и экономически выгодный формат для большинства производств.
Какие металлы лучше резать волоконным лазером, а какие CO2

Выбор правильного типа излучателя напрямую зависит от физико-химических свойств обрабатываемого сырья. Ключевую роль играют коэффициент отражения поверхности, теплопроводность и толщина листа. Разница в длине волны определяет, насколько эффективно энергия будет поглощаться заготовкой.
Металлы для волоконного лазера
Длина волны твердотельных систем составляет около 1 микрометра. Такое излучение отлично поглощается большинством материалов, в том числе теми, которые имеют высокую отражающую способность. Этот вид идеально подходит для следующих материалов:
- Лазерная резка меди и латуни. Эти цветные металлы сильно отражают свет и обладают высокой теплопроводностью. Углекислотные станки часто не справляются с ними из-за риска обратного отражения луча, которое может повредить оптику. Волоконный аппарат режет их стабильно и безопасно.
- Алюминий и его сплавы. Требуют высокой концентрации энергии для быстрого плавления. Твердотельная технология обеспечивает чистый рез на высоких скоростях.
- Оцинкованная сталь. Легко поддается высокоскоростному раскрою без критического повреждения защитного покрытия.
- Нержавеющая и углеродистая сталь малой и средней толщины. Обычно речь идет о листах до 6-10 миллиметров. Скорость резки здесь максимальная, а затраты на каждый метр реза минимальны.
- Титан. Отлично режется в среде инертного газа, край получается ровным и не требует доработки.
Металлы для CO2 лазера
Излучение газового оборудования имеет длину волны 10,6 микрометра. Из-за этого свет сильно отражается от полированных и цветных металлов, поэтому для меди или латуни данный метод применять нецелесообразно и порой опасно для самого станка. Однако такая лазерная резка имеет свои несомненные плюсы при работе с другими сплавами и материалами:
- Углеродистая сталь большой толщины. На листах от 10 миллиметров и выше газовый метод обеспечивает более широкий рез и равномерное распределение тепла. Это позволяет получать идеально гладкую кромку без грата и эффекта шероховатости, который иногда возникает у волоконников на больших толщинах.
- Толстая нержавеющая сталь. При правильной подаче вспомогательного газа резка проходит очень качественно, оставляя прямой и чистый срез.
- Чугун. Специфический материал, который благодаря своему углеродистому составу хорошо поддается термическому воздействию газовой смеси.
Сводная таблица применяемости по типам металлов
Для удобства выбора оборудования ниже приведена таблица в 5 бальной шкале, показывающая эффективность каждой технологии для конкретных материалов.
Зависимость поглощения от длины волны
Разницу в эффективности можно описать базовыми законами физики. Коэффициент поглощения энергии обратно пропорционален длине волны излучения. Для большинства металлов формула взаимодействия света с поверхностью сводится к следующему: чем короче длина волны (как у оптоволокна — 1 мкм), тем выше процент поглощенной энергии и ниже процент отраженной.
Именно поэтому цветные и блестящие металлы поддаются только оборудованию нового поколения. Традиционные газовые станки (10,6 мкм) проигрывают в поглощении, но остаются востребованными за счет специфической ширины реза и температурной динамики при сквозном проплавлении массивных стальных плит.
Именно поэтому цветные и блестящие металлы поддаются только оборудованию нового поколения. Традиционные газовые станки (10,6 мкм) проигрывают в поглощении, но остаются востребованными за счет специфической ширины реза и температурной динамики при сквозном проплавлении массивных стальных плит.
Какую технологию лазерной резки выбрать для решения производственных задач
Выбор между волоконным и газовым лазером должен основываться на детальном анализе бизнес-задач предприятия. Ошибка на этом этапе может привести к неоправданным затратам на электроэнергию, простоям оборудования или низкому качеству выпускаемой продукции. Чтобы инвестиции окупились максимально быстро, необходимо сопоставить возможности технологий с вашим типичным производственным циклом.
Сценарии для внедрения волоконного лазера
Твердотельные оптоволоконные системы сегодня занимают лидирующие позиции на рынке металлообработки. Эту технологию стоит выбрать, если перед вашим предприятием стоят следующие задачи:
- Серийный выпуск деталей из тонколистового проката. На толщинах до 6-10 миллиметров данное оборудование демонстрирует невероятную скорость, оставляя газовые аналоги далеко позади.
- Обработка цветных и отражающих металлов. Если основа вашего производства — это изделия из алюминия, латуни, меди или титана, альтернатив оптоволокну практически нет.
- Снижение себестоимости продукции. Высокий КПД и отсутствие необходимости регулярно менять оптику или газовые смеси для накачки делают эксплуатацию станка значительно дешевле.
- Круглосуточная загрузка цеха. Твердотельный источник имеет огромный рабочий ресурс и практически не нуждается в остановках для технического обслуживания.
Сценарии для использования CO2 лазера
Несмотря на популярность новых технологий, углекислотные станки остаются незаменимыми в ряде специфических отраслей. Газовую установку целесообразно приобретать в следующих случаях:
- Регулярный раскрой стальных плит большой толщины. На листах толщиной от 15-20 миллиметров газовая резка дает идеально гладкую кромку, которая не требует последующей фрезеровки или зачистки.
- Универсальное или смешанное производство. Если в одном цеху нужно резать не только сталь, но и дерево, акрил, фанеру, резину или пластик, углекислотный аппарат станет идеальным многопрофильным инструментом.
- Работа с хрупкими неметаллическими материалами. Только длина волны газового излучателя позволяет качественно обрабатывать стекло или керамику без их разрушения.
Матрица принятия решений
Для быстрого подбора оптимального типа станка под конкретные нужды производства можно опираться на следующую таблицу.
Расчет экономической целесообразности
Чтобы принять окончательное решение, инженеры и технологи рассчитывают себестоимость одного метра реза. Это позволяет увидеть реальную картину затрат на длинной дистанции. Упрощенная формула для вычисления расходов выглядит так:
C = (E+G+M+A) / V
Где:
C — себестоимость одного метра реза;
E — затраты на потребленную электроэнергию за 1 час работы;
G — стоимость вспомогательных газов (кислород, азот), израсходованных за 1 час;
M — расходы на техническое обслуживание и расходники за 1 час;
A — амортизация самого оборудования в пересчете на 1 час;
V — скорость резки (количество пройденных метров за 1 час).
При подстановке реальных цифр в эту формулу становится очевидно, что для тонких металлов показатель скорости у волоконных систем в несколько раз выше, а затраты на электроэнергию и обслуживание минимальны. Это делает их безоговорочным лидером по рентабельности в сегменте тонколистовой обработки. Углекислотные аппараты окупают себя там, где важна толщина и работа с неметаллами.
Подводя итог, если ваш бизнес ориентирован на современные стандарты машиностроения, работу с цветными сплавами и быстрый выпуск металлических деталей, смело внедряйте оптоволоконные решения. Если же специфика заказов требует регулярной резки толстых стальных плит или комбинирования металлов с пластиком и деревом, газовые станки станут наиболее оправданным выбором.
C = (E+G+M+A) / V
Где:
C — себестоимость одного метра реза;
E — затраты на потребленную электроэнергию за 1 час работы;
G — стоимость вспомогательных газов (кислород, азот), израсходованных за 1 час;
M — расходы на техническое обслуживание и расходники за 1 час;
A — амортизация самого оборудования в пересчете на 1 час;
V — скорость резки (количество пройденных метров за 1 час).
При подстановке реальных цифр в эту формулу становится очевидно, что для тонких металлов показатель скорости у волоконных систем в несколько раз выше, а затраты на электроэнергию и обслуживание минимальны. Это делает их безоговорочным лидером по рентабельности в сегменте тонколистовой обработки. Углекислотные аппараты окупают себя там, где важна толщина и работа с неметаллами.
Подводя итог, если ваш бизнес ориентирован на современные стандарты машиностроения, работу с цветными сплавами и быстрый выпуск металлических деталей, смело внедряйте оптоволоконные решения. Если же специфика заказов требует регулярной резки толстых стальных плит или комбинирования металлов с пластиком и деревом, газовые станки станут наиболее оправданным выбором.
Заключение
Подводя итог, можно с уверенностью сказать, что в споре между волоконными и CO2-лазерами нет однозначного победителя — есть лишь технология, которая идеально подходит под ваши конкретные задачи.
Эволюция промышленного оборудования привела к тому, что волоконные станки стали абсолютными лидерами в массовой обработке тонколистового проката, а также цветных и отражающих сплавов. Их непревзойденная скорость, высокая энергоэффективность и низкие эксплуатационные расходы делают их лучшей инвестицией для большинства современных металлообрабатывающих предприятий.
В то же время, углекислотные (CO2) лазеры надежно удерживают свои позиции в специфических нишах. Они остаются незаменимыми там, где требуется идеально гладкий рез толстых стальных плит без окалины, или нужна универсальность — способность в рамках одного цеха кроить как металл, так и пластик, дерево или резину.
Перед принятием решения о покупке оборудования тщательно проанализируйте основу вашего производственного цикла. Оцените преобладающие материалы и их толщины, рассчитайте потенциальную себестоимость метра реза и учтите будущие задачи предприятия. Грамотный и математически обоснованный подход к выбору лазерной технологии — это залог высокой рентабельности, стабильного качества продукции и быстрого масштабирования вашего бизнеса.
Эволюция промышленного оборудования привела к тому, что волоконные станки стали абсолютными лидерами в массовой обработке тонколистового проката, а также цветных и отражающих сплавов. Их непревзойденная скорость, высокая энергоэффективность и низкие эксплуатационные расходы делают их лучшей инвестицией для большинства современных металлообрабатывающих предприятий.
В то же время, углекислотные (CO2) лазеры надежно удерживают свои позиции в специфических нишах. Они остаются незаменимыми там, где требуется идеально гладкий рез толстых стальных плит без окалины, или нужна универсальность — способность в рамках одного цеха кроить как металл, так и пластик, дерево или резину.
Перед принятием решения о покупке оборудования тщательно проанализируйте основу вашего производственного цикла. Оцените преобладающие материалы и их толщины, рассчитайте потенциальную себестоимость метра реза и учтите будущие задачи предприятия. Грамотный и математически обоснованный подход к выбору лазерной технологии — это залог высокой рентабельности, стабильного качества продукции и быстрого масштабирования вашего бизнеса.
Форма обратной связи
Закажите звонок, менеджер свяжется с вами в течении 10 минут!
Оставить заявку с сайта и получить скидка 10%.
Оставить заявку с сайта и получить скидка 10%.