Гидроабразивная резка: преимущества технологии и принцип работы

В машиностроении обработка деталей часто требует нестандартных решений. Привычная лазерная или плазменная резка подходит не всегда. На первый план выходит гидроабразивная резка металла. Эта технология гидроабразивной обработки гарантирует полное отсутствие термического нагрева, сохраняя идеальное качество элементов.
Основной инструмент здесь — направленная струя воды, которая подается на заготовку. Гидроабразивная резка занимает минимальное время, а современные типы оборудования легко пробивают листы огромной толщины. Станки, генерирующие струю высокого давления, используют колоссальное давление воды, чтобы осуществлять абсолютно холодный раскрой. В этом кроются главные преимущества гидроабразивной методики: структура сплавов не разрушается.
Многие заводы внедряют гидроабразивную резку для самых ответственных задач. Подобная резка раскраивает не только железо, но и десятки других материалов. Сегодня гидроабразивная резка стала незаменимой. Мощный поток жидкости оставляет чистые края. Данная резка — это шаг в будущее для любых материалов. В этой статье мы подробно разберем принцип работы метода для различных материалов, и почему эта гидроабразивная резка так популярна.
Основной инструмент здесь — направленная струя воды, которая подается на заготовку. Гидроабразивная резка занимает минимальное время, а современные типы оборудования легко пробивают листы огромной толщины. Станки, генерирующие струю высокого давления, используют колоссальное давление воды, чтобы осуществлять абсолютно холодный раскрой. В этом кроются главные преимущества гидроабразивной методики: структура сплавов не разрушается.
Многие заводы внедряют гидроабразивную резку для самых ответственных задач. Подобная резка раскраивает не только железо, но и десятки других материалов. Сегодня гидроабразивная резка стала незаменимой. Мощный поток жидкости оставляет чистые края. Данная резка — это шаг в будущее для любых материалов. В этой статье мы подробно разберем принцип работы метода для различных материалов, и почему эта гидроабразивная резка так популярна.
Как работает технология гидроабразивной резки
В основе процесса лежит простое физическое явление: эрозионное разрушение массива сфокусированным потоком энергии. По сути, эта гидроабразивная резка является ускоренным в миллионы раз природным процессом, где главную разрушительную роль играет колоссальная сила напора.
Ключевые компоненты
Чтобы резка работала максимально стабильно, современные аппараты оснащаются высокотехнологичными узлами. В состав гидравлического комплекса входят следующие компоненты:
- Насос сверхвысокого давления (главный генератор).
- Блок программного управления (система ЧПУ, благодаря которой станок подчиняется строго автоматическому алгоритму).
- Механизм режущей головки (включает сапфировое сопло и фокусирующие трубки).
Пошаговый алгоритм
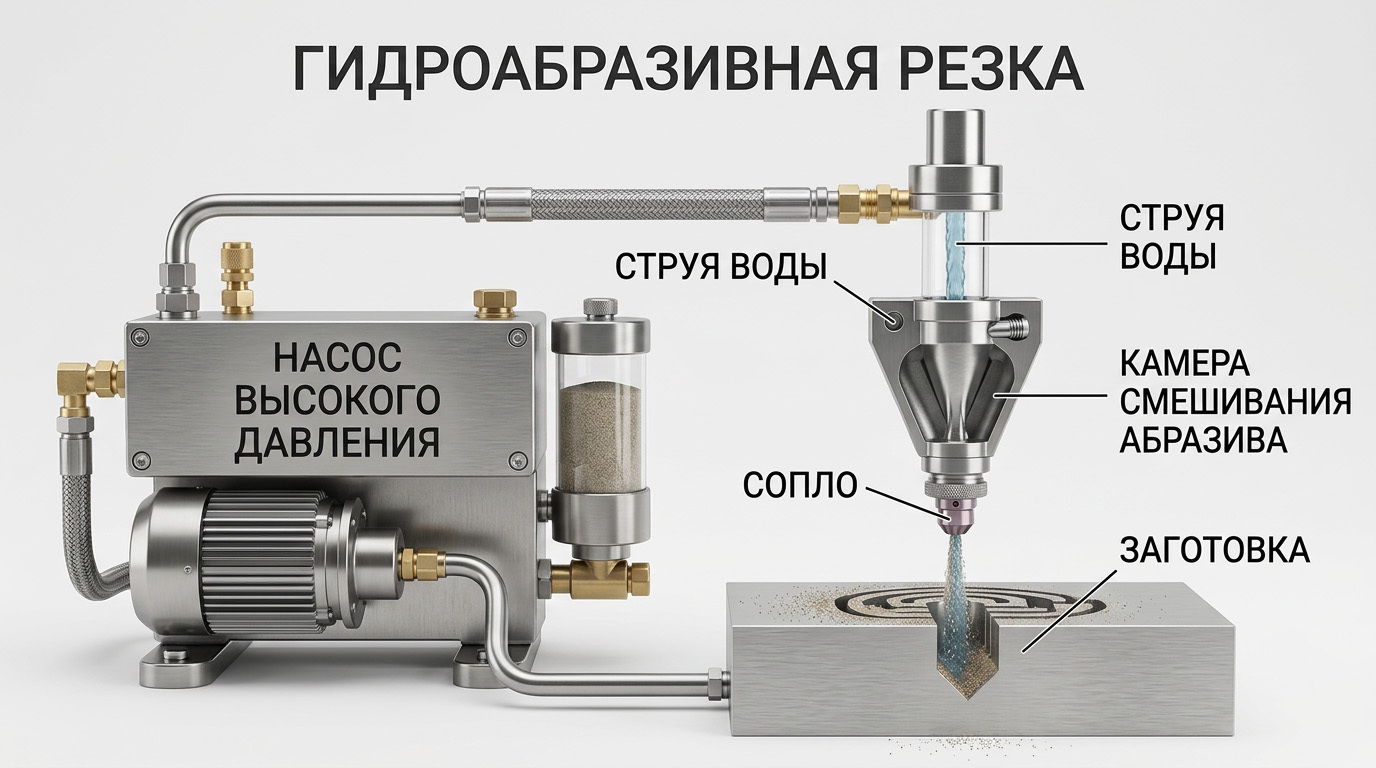
Технология гидроабразивной резки базируется на строгой последовательности физических преобразований. Процесс можно описать несколькими этапами:
Когда этот мощный коктейль с высокой скоростью сталкивается с поверхностью, кинетическая энергия твердых абразивных частиц буквально вырывает микрочастицы заготовки. Таким классическим резанием разделяются самые прочные структуры. Отработанная смесь мгновенно выводит отходы из рабочей зоны. Система числового программного управления плавно и точно ведет инструмент по заданному контуру.
Такая гидроабразивная резка дает превосходный технологический результат для большинства известных материалов. Подобная резка крайне востребована, так как гидроабразивная обработка сложных контуров не знает равных. Бесконтактная резка плотных материалов с помощью песка и воды — это надежный и универсальный производственный подход. Гидроабразивная резка различных материалов справляется с геометрией любой сложности.
- Создание давления. Тщательно очищенная вода непрерывно подается в насос-мультипликатор.
- Разгон жидкости. Вода под огромным давлением проходит через микроскопическое отверстие. Диаметр струи сужается, а ее скорость превышает звуковую в несколько раз.
- Добавление абразива. В специальную вакуумную камеру направляется гранатовый песок. Начинается процесс смешивания жидкости и твердой фракции.
- Финальный выброс. Смешанная масса воды и абразивного материала вылетает через фокусирующую трубку прямо на поверхность листа.
Когда этот мощный коктейль с высокой скоростью сталкивается с поверхностью, кинетическая энергия твердых абразивных частиц буквально вырывает микрочастицы заготовки. Таким классическим резанием разделяются самые прочные структуры. Отработанная смесь мгновенно выводит отходы из рабочей зоны. Система числового программного управления плавно и точно ведет инструмент по заданному контуру.
Такая гидроабразивная резка дает превосходный технологический результат для большинства известных материалов. Подобная резка крайне востребована, так как гидроабразивная обработка сложных контуров не знает равных. Бесконтактная резка плотных материалов с помощью песка и воды — это надежный и универсальный производственный подход. Гидроабразивная резка различных материалов справляется с геометрией любой сложности.
Какие виды металлов можно резать гидроабразивом
Главная особенность, которой обладает гидроабразивная резка — ее невероятная универсальность. Оборудование способно кроить любые металлы, сплавы и широкий спектр иных материалов. В различных промышленных отраслях этот метод применяется для следующих категорий:
Для наглядности представим возможности технологии в таблице:
- Черные металлы и сплавы. Сюда входит углеродистая и нержавеющей стали. Сплавы легко поддаются раскрою, при этом исключается риск деформации кромки. Метод отлично подходит для хрупкого чугуна, а также включает в себя легированные металлы.
- Группа цветных металлов. Вода с добавлением абразивного материала идеально подходит для алюминия, вязкой меди и латуни. Высокая теплопроводность этих элементов часто мешает лазеру, но холодная резка решает эту проблему, исключая вредный нагрев. Также легко кроится никель.
- Труднообрабатываемые и прочные металлы. Гидроабразивная резка успешно справляется с листами титана, сохраняя его физические характеристики.
Для наглядности представим возможности технологии в таблице:
Помимо металлургии, технология охватывает огромный перечень иных составов. Станки режут композиты и элементы из многослойных композитных структур (они не расслаиваются от давления). Вода пробивает хрупкое стекло, природный камень (включая плотный гранит и более пористый мрамор), а также изделия из керамической плитки.
Интересно, что для обработки мягких материалов, к которым относятся резина, поролон и пенопласт, абразив обычно отключают. В этом случае резка идет только тонкой водной струей. Такая гидроабразивная резка закрывает вопросы раскроя практически всех известных материалов на современном производстве.
Интересно, что для обработки мягких материалов, к которым относятся резина, поролон и пенопласт, абразив обычно отключают. В этом случае резка идет только тонкой водной струей. Такая гидроабразивная резка закрывает вопросы раскроя практически всех известных материалов на современном производстве.
Максимальная толщина для гидроабразивной резки
Когда планируется выпуск крупных изделий, важнейший показатель — это максимальная глубина пропила. В этом плане гидроабразивная резка демонстрирует выдающийся уровень возможностей. Способность разрезать блоки из разных материалов напрямую зависит от мощности агрегата. Установки развивают силу до 6000 бар (сотни атмосфер), позволяя кроить как массивные плиты, так и стенки труб.
Пределы для разных категорий материалов
Такая резка легко кроит профили толстого сечения. Базовые комплексы пробивают толщину до 300 мм. Для сравнения, иные методики останавливаются на 30–50 мм.
Показатели для разных режимов, где применяется гидроабразивная резка:
Показатели для разных режимов, где применяется гидроабразивная резка:
- Для тонколистового сырья: Раскрой тонких листов (до 5 мм) обеспечивает моментальное прохождение контура. Гидроабразивная резка формирует гладкий торец.
- Для листового проката: Диапазон 10–100 мм. Здесь резка показывает оптимальный баланс продуктивности для большинства материалов.
- Для сверхтолстых плит: Свыше 150 мм. Добавляются твердые фракции с высокой твердостью, чтобы пробить требуемый размер.
Принцип настройки
Чтобы резка была эффективной, учитывается целый комплекс параметров. Базовое правило: чем выше интенсивность и расход абразива, тем более глубокий слой можно пройти. Важна также правильная скорость подачи каретки.
В итоге, гидроабразивная резка — это надежный способ разделения для материалов различной толщины. Она гарантирует высокую точность контуров даже при предельных значениях.
В итоге, гидроабразивная резка — это надежный способ разделения для материалов различной толщины. Она гарантирует высокую точность контуров даже при предельных значениях.
Точность и качество кромки
Когда необходимо обрабатывать контуры сложной формы, важны минимальные погрешности. В этом отношении гидроабразивная резка показывает себя как высокотехнологичный метод. В результате применения водяной технологии, чистота реза остается безупречной, а шероховатость минимальна.
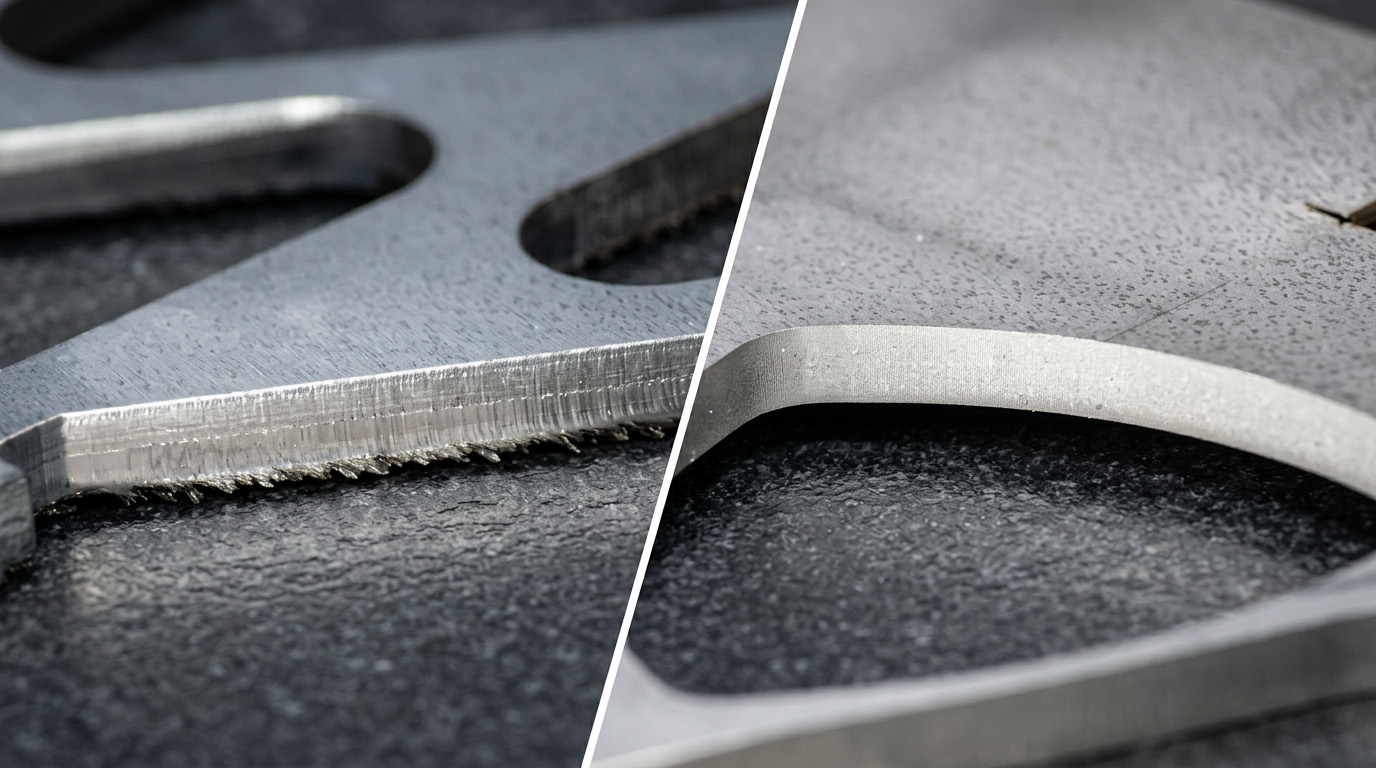
Превосходство над аналогами
Если сравнить метод с таким подходом, как ленточнопильная технология, разница становится сразу заметна. Обычная термическая резка лазером оставляет окалину и наплывы, требуя дополнительной зачистки. Технология гидрорезки лишена этого недостатка. После нее не требуется шлифование или фрезерная доработка заготовок. Это существенно снижает цены на услуги и производственные затраты на каждом этапе работы для различных материалов.
Основные показатели:
Основные показатели:
- Высочайшее позиционирование: Погрешность хода системы крайне мала.
- Сразу в дело: Край получается ровным, что позволяет без подготовки внедрять деталь в проект, например, если дальше предусмотрена сварка конструкций.
- Отличная геометрия: Обеспечивается создание плавного перехода на углах, благодаря чему резка хрупких материалов происходит без сколов.
Идеальная линия без брака
Гидроабразивная резка не выделяет тепло в зону контакта. Для строгого контроля процесса применяются смесительные узлы, гарантирующие стабильность струи. Отсутствие вредных газов делает метод безопасным для окружающей среды. Для полного цикла на базе предприятий устанавливают специальные координатные столы, где раскраивается сталь и другие сплавы.
Подобная резка большинства материалов полностью исключает микротрещины. В итоге, гидроабразивная резка сложных металлических листов и прочих материалов становится крайне востребованным подходом. Вся промышленность сегодня стремится к такому эталону.
Подобная резка большинства материалов полностью исключает микротрещины. В итоге, гидроабразивная резка сложных металлических листов и прочих материалов становится крайне востребованным подходом. Вся промышленность сегодня стремится к такому эталону.
преимущества гидроабразивной резки перед другими методами
На рынке промышленного раскроя традиционно доминируют лазерная, плазменная и газовая резка. Однако технология гидроабразивной резки (ГАР) занимает среди них особое место благодаря уникальной физике процесса. Поскольку это метод «холодного» эрозионного разрушения, он решает проблемы, с которыми термические станки справиться не могут.
1. Отсутствие зоны термического влияния (ЗТВ)
Это ключевое и абсолютно недосягаемое для лазера или плазмы преимущество. Температура в зоне реза при гидроабразивной обработке редко превышает 60–90 °C.
- Никакой деформации: Тонкие листы не выгибаются от нагрева.
- Сохранение химического состава: Легирующие элементы не выгорают, кромка не закаливается и не оплавляется.
- Отсутствие микротрещин: Внутренняя структура материала остается первоначальной, что критически важно для авиационной и космической промышленности.
2. Сверхширокая универсальность
В отличие от лазера, которому мешает высокая отражающая способность материала (медь, латунь, алюминий), струя воды с песком игнорирует оптические свойства заготовки. Более того, на одном и том же станке можно последовательно резать титан, стекло, пластик и композиты просто изменив настройки давления и скорости подачи.
3. Экономия материала (плотный раскрой)
Ширина реза (пропила) при использовании гидроабразива очень мала — обычно она составляет от 0,5 до 1,5 мм. Это позволяет программному обеспечению максимально плотно компоновать детали на листе.
Экономическую выгоду можно выразить через повышение Коэффициента использования материала (КИМ), который рассчитывается по формуле:
КИМ = (Mд / Mз) × 100%
Где:
Mд — масса (или площадь) всех готовых деталей.
Mз — начальная масса (или площадь) заготовки.
За счет тонкой струи (b ≈ 1 мм) минимизируется объем металла, уходящего в стружку или шлак, что делает КИМ при гидроабразивной резке одним из самых высоких в отрасли (достигает 85-95% при правильном нестинге).
Экономическую выгоду можно выразить через повышение Коэффициента использования материала (КИМ), который рассчитывается по формуле:
КИМ = (Mд / Mз) × 100%
Где:
Mд — масса (или площадь) всех готовых деталей.
Mз — начальная масса (или площадь) заготовки.
За счет тонкой струи (b ≈ 1 мм) минимизируется объем металла, уходящего в стружку или шлак, что делает КИМ при гидроабразивной резке одним из самых высоких в отрасли (достигает 85-95% при правильном нестинге).
4. Экологичность и безопасность
Термическая резка (особенно плазменная) сопровождается выбросом токсичных газов, окалины и вредной металлической пыли. При ГАР:
- Вода поглощает всю пыль и стружку.
- Отсутствуют вредные испарения.
- Нет риска возгорания или взрыва (абсолютная пожаробезопасность процесса).
Наглядное сравнение с аналогами
Для понимания места гидроабразивной резки среди конкурентов, рассмотрим сводную таблицу:
Гидроабразивная резка уступает лазеру и плазме только в скорости раскроя тонких листов (до 3-5 мм). Однако, когда речь заходит о толстом прокате, цветных металлах, сложных композитах и высоких требованиях к качеству кромки без изменения свойств материала, гидроабразив не имеет себе равных.
Ограничения и недостатки

Несмотря на выдающуюся универсальность и высокое качество получаемой кромки, гидроабразивная резка (ГАР) не является универсальным решением для абсолютно всех производственных задач. Физика процесса и особенности конструкции оборудования накладывают ряд технологических и экономических ограничений, которые необходимо учитывать при проектировании и расчете рентабельности.
1. Экономические ограничения и скорость работы
Главный недостаток ГАР кроется в стоимости эксплуатации оборудования. Гидроабразивная установка требует непрерывной подачи расходных материалов, главным из которых является гранатовый песок (абразив).
Оценить экономическую целесообразность можно через формулу расчета себестоимости одного метра реза (Cm):
Cm=(Eчас+Aчас+Wчас+Zчас) / V
Где:
Eчас — затраты на электроэнергию за час;
Aчас — стоимость потребляемого абразива за час (самая весомая статья расходов);
Wчас — затраты на воду и водоочистку за час;
Zчас — амортизация расходных деталей (сопла, трубки, уплотнители);
V — скорость резки (метров в час).
Из-за высоких значений в числителе, экономическая эффективность ГАР падает при резке тонких металлических листов, где лазер показывает высокую скорость (V) при минимальных затратах.
- Относительно низкая скорость на тонких листах: При раскрое металлических листов толщиной до 3–5 мм гидроабразив значительно уступает в скорости лазерным комплексам.
- Высокая стоимость машино-часа: Насосы сверхвысокого давления требуют частой замены уплотнителей, клапанов и смесительных трубок (сопел), которые быстро изнашиваются под воздействием абразива.
Оценить экономическую целесообразность можно через формулу расчета себестоимости одного метра реза (Cm):
Cm=(Eчас+Aчас+Wчас+Zчас) / V
Где:
Eчас — затраты на электроэнергию за час;
Aчас — стоимость потребляемого абразива за час (самая весомая статья расходов);
Wчас — затраты на воду и водоочистку за час;
Zчас — амортизация расходных деталей (сопла, трубки, уплотнители);
V — скорость резки (метров в час).
Из-за высоких значений в числителе, экономическая эффективность ГАР падает при резке тонких металлических листов, где лазер показывает высокую скорость (V) при минимальных затратах.
2. Физические и технологические недостатки
Помимо экономики, гидрорезка имеет специфические особенности, влияющие на геометрию и постобработку.
- Конусность (клиновидность) реза: Водяная струя по мере погружения в толщу материала теряет кинетическую энергию и рассеивается. Из-за этого ширина пропила сверху оказывается чуть шире, чем снизу (образуется V-образный профиль). На толщинах свыше 100 мм конусность становится заметной.
- Риск коррозии: Использование воды при резке углеродистых сталей и чугуна вызывает мгновенное поверхностное окисление. Детали требуют быстрой просушки или нанесения защитных составов.
- Опасность расслоения композитов: Хотя ГАР отлично режет многослойные материалы, в момент первичной пробивки (врезания) гидродинамический удар может привести к попаданию воды между слоями и их расслоению (деламинации).
- Грязь и шум: Станок генерирует высокий уровень шума (до 90–105 дБ при резке над водой) и производит большое количество шлама (смесь отработанного мокрого песка и металлической пыли), который требует специальной утилизации.
Как минимизировать недостатки (Практические решения)
Современная промышленность научилась компенсировать большинство из перечисленных ограничений. Основные решения приведены в таблице:
Гидроабразивная резка нерентабельна для массового производства тонких деталей из обычной стали. Однако ее применение становится абсолютно оправданным и безальтернативным при работе с толстыми слэбами, цветными металлами, титаном и термочувствительными сплавами, где качество и отсутствие деформаций важнее скорости.
Подводя итоги
Гидроабразивная резка (ГАР) — это высокотехнологичный инструмент, который занимает особую, премиальную нишу в современной промышленности. Эта технология не призвана полностью заменить более быстрые и дешевые лазерные или плазменные станки в массовом производстве тонких деталей. Ее главная ценность заключается в другом: способности филигранно решать задачи, перед которыми пасуют традиционные термические методы.
Вам стоит сделать выбор в пользу гидроабразивного раскроя, если:
Несмотря на объективные ограничения, связанные с себестоимостью машино-часа и расходом абразива, гидрорезка окупает себя за счет высочайшей точности, экономии сырья и минимизации брака. Грамотное внедрение этой технологии позволяет предприятиям авиакосмической, оборонной и тяжелой машиностроительной отраслей выводить качество своей продукции на эталонный уровень.
Вам стоит сделать выбор в пользу гидроабразивного раскроя, если:
- Толщина заготовки превышает 30–50 мм (и вплоть до внушительных 300 мм).
- Материал боится нагрева: вы работаете с титаном, магнием, специальными сплавами или композитами, где недопустимы изменение химической структуры и микротрещины.
- Требуется идеальная чистота кромки: деталь должна идти в дальнейшую сборку или сварку без дополнительной фрезерной обработки и снятия окалины.
- Раскраиваются цветные металлы (медь, латунь, алюминий), которые из-за высокой отражающей способности плохо поддаются лазеру.
Несмотря на объективные ограничения, связанные с себестоимостью машино-часа и расходом абразива, гидрорезка окупает себя за счет высочайшей точности, экономии сырья и минимизации брака. Грамотное внедрение этой технологии позволяет предприятиям авиакосмической, оборонной и тяжелой машиностроительной отраслей выводить качество своей продукции на эталонный уровень.
Форма обратной связи
Закажите звонок, менеджер свяжется с вами в течении 10 минут!
Оставить заявку с сайта и получить скидка 10%.
Оставить заявку с сайта и получить скидка 10%.