Отжиг стали: подробное руководство по технологии и её назначению

Отжиг стали — это базовая термическая обработка стали, без которой невозможно представить работу в современном машиностроении. Данная группа методов направлена на улучшение начальных параметров материала. Каждое изделие или сырая заготовка проходит целый ряд этапов технологического процесса, чтобы получить нужные свойства.
В базе такой процедуры заложен принцип, включающий регламентированное нагревание и последующий строгий контроль остывания. В итоге меняются физические характеристики, повышается общее качество и эффективность применения сырья. Такие элементы приобретают стабильный набор функций перед финальными операциями. В этом подробном руководстве мы разберем основы данной технологии, чтобы наглядно показать, как именно преобразуется металлический массив.
В базе такой процедуры заложен принцип, включающий регламентированное нагревание и последующий строгий контроль остывания. В итоге меняются физические характеристики, повышается общее качество и эффективность применения сырья. Такие элементы приобретают стабильный набор функций перед финальными операциями. В этом подробном руководстве мы разберем основы данной технологии, чтобы наглядно показать, как именно преобразуется металлический массив.
Что такое отжиг стали и как меняется структура металла
Данная термическая обработка представляет собой процесс, при котором происходит целенаправленное изменение внутреннего строения металла. В результате этих действий он становится более мягким, показатели твердости заметно падают, но восстанавливается необходимый запас пластичности и вязкости.
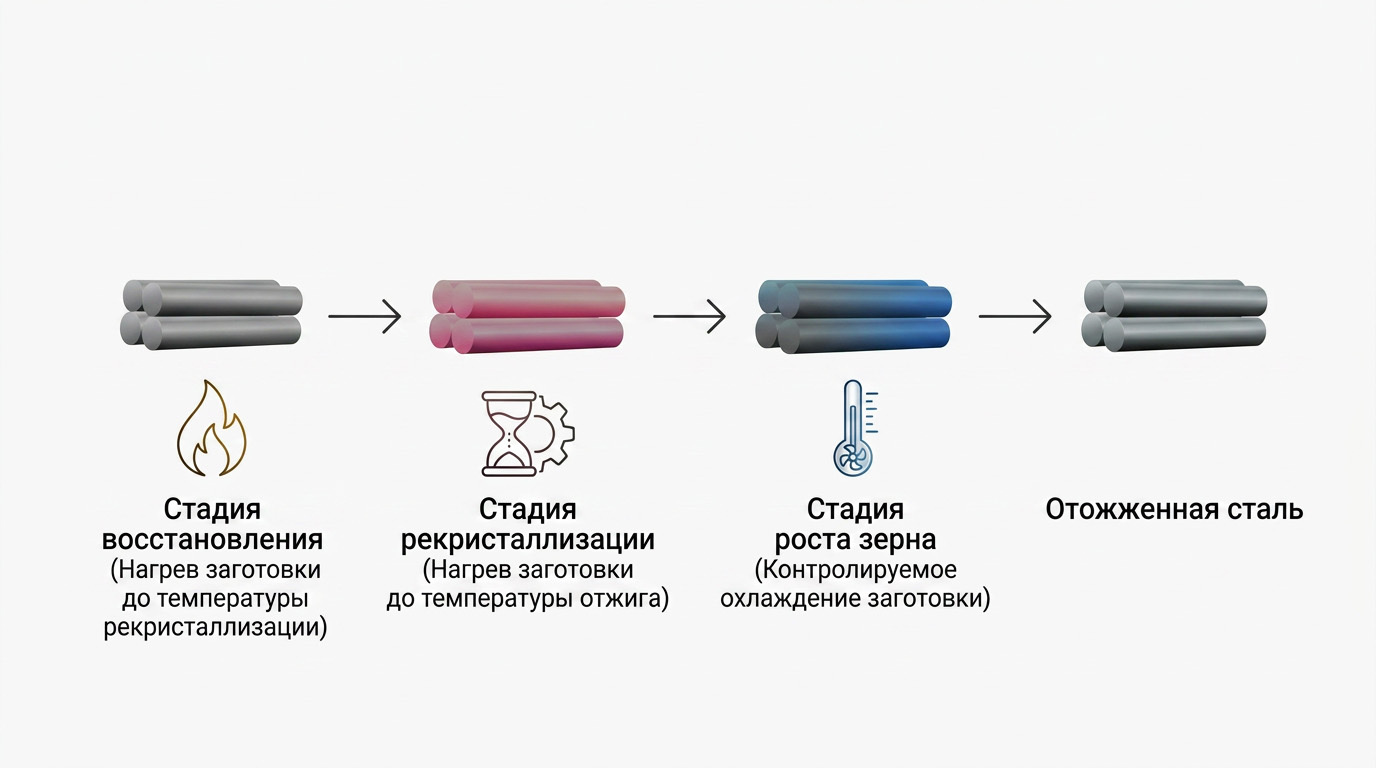
В основе метода лежит управление фазовыми превращениями. При повышении температуры запускается механизм, сопровождающийся перекристаллизацией. Когда профиль нагревают, старая искаженная решетка, накопившая дефекты от предыдущей деформации, полностью разрушается.
В основе метода лежит управление фазовыми превращениями. При повышении температуры запускается механизм, сопровождающийся перекристаллизацией. Когда профиль нагревают, старая искаженная решетка, накопившая дефекты от предыдущей деформации, полностью разрушается.
Трансформация внутреннего строения
Для наглядности базовые фазы можно представить в таблице:
Чтобы получить мелкозернистую и однородную конфигурацию зерна, скорость охлаждения строго контролируется. Чаще всего образец остывает прямо в камере вместе с печью. Такое падение тепла позволяет решетке прийти к стабильной, равновесной форме.
Главным итогом данных шагов становится избавление от остаточных напряжений. Для углеродистых сплавов это важнейший этап восстановления перед следующими операциями.
Главным итогом данных шагов становится избавление от остаточных напряжений. Для углеродистых сплавов это важнейший этап восстановления перед следующими операциями.
Для чего нужен отжиг стали: главные цели термической операции
Главная задача этой процедуры заключается в качественной подготовке материала. Это значительно упрощает работу с дальнейшей обработкой металла. После литья, сварки или прокатки внутри массива неизбежно возникают скрытые искажения. Если их вовремя не устранить, готовая сварная конструкция или обычная стальная труба могут не выдержать нагрузок в ходе эксплуатации.
Основные цели можно разделить на следующие ключевые направления:
Таким образом, достигается надежная защита от разрушения и создается идеальная база для выпуска качественных изделий.
Основные цели можно разделить на следующие ключевые направления:
- Улучшение податливости. Снижается избыточная прочность, что облегчает процесс механической обработки. Режущий инструмент меньше изнашивается, а обрабатываемость даже труднообрабатываемых сплавов существенно повышается.
- Предотвращение разрушения. Важнейшая функция — это операция снятия напряжений. Она минимизирует трещинообразование внутри массивных поковок, крупных слитков и тяжелых отливок.
- Подготовка к изменению формы. Технология часто выступает промежуточным этапом перед операциями холодной штамповки или глубокого волочения проволоки.
- Устранение дефектов. Происходит сокращение брака и нивелируются негативные последствия предыдущих шагов. Когда применяется интенсивная ковка или термическая резка, внутреннее строение искажается. Правильное выполнение производственного цикла возвращает его к норме для последующей работы.
Таким образом, достигается надежная защита от разрушения и создается идеальная база для выпуска качественных изделий.
Технология проведения отжига стали: этапы нагрева, выдержки и охлаждения
Любая процедура обработки металла требует строгого соблюдения последовательности действий. Весь цикл можно разделить на три ключевых шага. Их правильное выполнение гарантирует, что материал приобретает нужные характеристики.
1. Нагрев. Температура нагрева является базовым параметром. Металл помещается в печь, где происходит повышение градусов до заданных значений.
2. Время. выдержки Как только печь достигла целевой точки, начинается стадия томления. Длительность этой паузы определяется в зависимости от размеров и химического состава. В этот момент происходит постепенное выравнивание структуры и достижение теплового баланса во всем сечении. Слишком короткий интервал не позволит массиву прогреться, поэтому критически важен стабильный тепловой режим. Как в шутку говорят наши промышленные партнеры, на этом этапе оператора не должен отвлекать даже звонок мобильного телефона — контроль времени должен быть абсолютным.
3. Охлаждение. Финальная стадия — медленное охлаждение. Заготовка охлаждается вместе с камерой или на спокойном воздухе. За счет плавного остывания эффективно снимаются внутренние напряжения.
После завершения этих трех шагов, открытые полуфабрикаты готовы к финальным стадиям. Будь то прокатка тонкого листа, выпуск сортовой продукции, сварочные работы, шлифовка, цинкование или покраска — грамотно проведенная операция позволяет кратно улучшить итоговый результат.
1. Нагрев. Температура нагрева является базовым параметром. Металл помещается в печь, где происходит повышение градусов до заданных значений.
- Защита поверхности. Чтобы избежать окисления и обезуглероживания, процесс часто проходит в контролируемой защитной атмосфере.
- Соблюдение нормативов. Действуют жесткие правила термообработки стали: нагрев должен идти плавно, согласно техническим регламентам и требованиями ГОСТ.
2. Время. выдержки Как только печь достигла целевой точки, начинается стадия томления. Длительность этой паузы определяется в зависимости от размеров и химического состава. В этот момент происходит постепенное выравнивание структуры и достижение теплового баланса во всем сечении. Слишком короткий интервал не позволит массиву прогреться, поэтому критически важен стабильный тепловой режим. Как в шутку говорят наши промышленные партнеры, на этом этапе оператора не должен отвлекать даже звонок мобильного телефона — контроль времени должен быть абсолютным.
3. Охлаждение. Финальная стадия — медленное охлаждение. Заготовка охлаждается вместе с камерой или на спокойном воздухе. За счет плавного остывания эффективно снимаются внутренние напряжения.
После завершения этих трех шагов, открытые полуфабрикаты готовы к финальным стадиям. Будь то прокатка тонкого листа, выпуск сортовой продукции, сварочные работы, шлифовка, цинкование или покраска — грамотно проведенная операция позволяет кратно улучшить итоговый результат.
Температурные режимы отжига в зависимости от марки сплава
Выбор корректных параметров нагрева напрямую зависит от марки стали. Точный химический состав диктует положение критической точки — порога, при переходе через который меняется атомная решетка. Режим определяется в строгом температурном интервале, чтобы стабильно получать заданные свойства без риска начала плавления.
Классификация по типам материалов:
Любые ошибки оператора или слишком сильный перегрев печи могут привести к непоправимому браку. Последствия подобного нарушения критичны, так как откатить процесс назад стандартными методами будет уже невозможно.
Классификация по типам материалов:
- Для углеродистых сталей. Рамки диктуются процентным содержанием углерода.
- Обработка доэвтектоидных и низкоуглеродистых профилей проходит в диапазоне 850–930 °C.
- Для среднеуглеродистых и высокоуглеродистых заготовок нагрев обычно ниже — от 750 до 820 °C. Если провести полный отжиг в этих границах, снизится показатель упругости, а также стойкость к резцу, металл станет максимально податливым.
- Для легированных сталей. Присутствие сложных примесей заметно повышает порог термического воздействия. Современные быстрорежущие профили или детали из нержавейки часто требуют температур превышающих 1000 °C. Только так можно качественно растворить тугоплавкие карбиды.
- Специализированный прокат. Нержавеющий или цветной металл обрабатывается по отдельному списку технологических требований. Это необходимо, чтобы не допустить выгорания важного легирующего неметалла из поверхностного слоя.
Любые ошибки оператора или слишком сильный перегрев печи могут привести к непоправимому браку. Последствия подобного нарушения критичны, так как откатить процесс назад стандартными методами будет уже невозможно.
Основные виды отжига стали первого и второго рода
В практическом металловедении все процессы отжига принято разделять на две большие классификационные группы: первого и второго рода. Ключевым критерием такого разделения выступает роль фазовых превращений (перестройки кристаллической решетки) в процессе термического воздействия.
Отжиг первого рода: устранение дефектов без изменения фаз
Для операций первого рода фазовые превращения не имеют определяющего значения (они могут происходить, а могут и отсутствовать). Главная цель здесь — возвращение металла в термодинамически равновесное состояние путем устранения химической неоднородности, физического упрочнения (наклепа) или внутренних напряжений, возникших на предыдущих этапах производства.
В зависимости от решаемой задачи выделяют три основных подвида:
Tрек ≈ α * Tпл
(где Tпл — абсолютная температура плавления в Кельвинах, а коэффициент α для технически чистых металлов равен 0,3–0,4).
Для сталей рабочий диапазон обычно составляет 650–700 °C.
В зависимости от решаемой задачи выделяют три основных подвида:
- Гомогенизационный (диффузионный) отжиг.
- Применение: Для крупных стальных слитков и тяжелых отливок.
- Суть: Нагрев до экстремально высоких температур (1100–1200 °C) и длительная выдержка (до 15–20 часов). Благодаря диффузии выравнивается химический состав по всему объему заготовки устраняется дендритная ликвация.
- Рекристаллизационный отжиг.
- Применение: Для восстановления пластичности после холодной деформации (прокатки, волочения, штамповки). Устраняет так называемый «наклеп».
- Формула расчета: Температура начала процесса определяется по правилу Бочвара:
Tрек ≈ α * Tпл
(где Tпл — абсолютная температура плавления в Кельвинах, а коэффициент α для технически чистых металлов равен 0,3–0,4).
Для сталей рабочий диапазон обычно составляет 650–700 °C.
- Отжиг для снятия остаточных напряжений (релаксационный).
- Применение: После сварки, интенсивной механической обработки или литья.
- Суть: Нагрев обычно проводится ниже критических точек (часто в диапазоне 400–650 °C). Предотвращает коробление и образование трещин в ходе дальнейшей эксплуатации.
Отжиг второго рода: управление фазовыми превращениями
Отжиг второго рода обязательно включает в себя фазовую перекристаллизацию. Металл нагревают строго выше критических точек (линий на диаграмме состояния железо-углерод), выдерживают и затем очень медленно охлаждают. Это позволяет радикально изменить микроструктуру, измельчить зерно и получить оптимальное сочетание твердости и пластичности.
Основные разновидности:
Условия температурного режима:
Tнагрева = Ac3 + (30…50)∘C
(нагрев выше верхней критической точки)
Практическая польза: Применяется для доэвтектоидных сталей. Происходит полная перекристаллизация. Зерно становится мелким, структура — однородной, достигается максимальная мягкость для последующей резки.
Нагрев между точками Ac1 и Ac3 (или Accm для инструментальных марок).
Используется чаще всего для заэвтектоидных (инструментальных) сталей. Позволяет получить структуру зернистого перлита. Резко улучшает обрабатываемость режущим инструментом.
Нагрев как при полном отжиге, затем быстрое охлаждение до 600…700∘C и длительная выдержка при этой температуре.
Существенно экономит время производственного цикла по сравнению с полным отжигом, гарантируя при этом очень однородную структуру по всему сечению небольших изделий.
Резюме: Грамотный выбор между первым и вторым родом термической операции зависит от «истории» заготовки. Если нужно исправить последствия холодной деформации или сварки — применяют первый род. Если требуется кардинально изменить внутреннюю структуру сплава для облегчения его резки или подготовки к закалке — используют второй.
Основные разновидности:
- Полный
Условия температурного режима:
Tнагрева = Ac3 + (30…50)∘C
(нагрев выше верхней критической точки)
Практическая польза: Применяется для доэвтектоидных сталей. Происходит полная перекристаллизация. Зерно становится мелким, структура — однородной, достигается максимальная мягкость для последующей резки.
- Неполный
Нагрев между точками Ac1 и Ac3 (или Accm для инструментальных марок).
Используется чаще всего для заэвтектоидных (инструментальных) сталей. Позволяет получить структуру зернистого перлита. Резко улучшает обрабатываемость режущим инструментом.
- Изотермический
Нагрев как при полном отжиге, затем быстрое охлаждение до 600…700∘C и длительная выдержка при этой температуре.
Существенно экономит время производственного цикла по сравнению с полным отжигом, гарантируя при этом очень однородную структуру по всему сечению небольших изделий.
Резюме: Грамотный выбор между первым и вторым родом термической операции зависит от «истории» заготовки. Если нужно исправить последствия холодной деформации или сварки — применяют первый род. Если требуется кардинально изменить внутреннюю структуру сплава для облегчения его резки или подготовки к закалке — используют второй.
В каких условиях проводится промышленный отжиг металла
Промышленный отжиг стали кардинально отличается от кустарной термообработки. В заводских условиях это высокотехнологичный процесс, требующий абсолютного контроля над физической и химической средой. Качество итоговой структуры металла зависит не только от заданных температур, но и от того, в каком оборудовании и в какой атмосфере он находится.
Современные производственные условия можно разделить на три ключевых аспекта: используемое оборудование, контроль газовой среды и автоматизацию режимов.
Современные производственные условия можно разделить на три ключевых аспекта: используемое оборудование, контроль газовой среды и автоматизацию режимов.
1. Промышленное оборудование (термические печи)
Выбор типа печи зависит от габаритов заготовки и серийности производства. Конструкция оборудования должна обеспечивать равномерный прогрев всего объема садки (партии).
- Камерные печи. Универсальный вариант для единичного и мелкосерийного производства. Загрузка производится через фронтальную дверцу.
- Проходные (конвейерные) печи. Применяются в массовом производстве. Металл непрерывно движется на ленте через зоны нагрева, выдержки и охлаждения.
- Шахтные печи. Имеют вертикальную загрузку. Идеальны для длинномерных изделий (валы, трубы, оси). Вертикальное положение спасает металл от провисания и деформации (коробления) под собственным весом при высоких температурах.
- Колпаковые печи. Специализированное оборудование, в котором стопки листового проката или бунты проволоки накрываются герметичным «колпаком» с нагревателями.
2. Контроль газовой среды (атмосферы)
При нагреве стали свыше 500 °C кислород начинает активно взаимодействовать с железом и углеродом. Это приводит к образованию окалины (окислению) и обезуглероживанию поверхностного слоя, что фатально снижает твердость и прочность будущего изделия.
Чтобы этого избежать, промышленный отжиг проводят в различных газовых условиях, которые представлены в таблице:
Чтобы этого избежать, промышленный отжиг проводят в различных газовых условиях, которые представлены в таблице:
3. Автоматизация и температурный контроль
В промышленных условиях недопустимо регулировать температуру «на глаз». Процесс управляется программируемыми логическими контроллерами (ПЛК) и ПИД-регуляторами на основе данных от множества термопар, расположенных в разных зонах печи.
Критически важным условием является контроль скорости нагрева. Если нагревать массивную заготовку слишком быстро, возникнет температурный градиент (разница температур между горячей поверхностью и холодной сердцевиной). Это приведет к термическим напряжениям.
Условие безопасного нагрева можно выразить соотношением:
σt < σT
(где σt — возникающие термические напряжения, а σT — предел текучести материала при данной температуре).
Чтобы термические напряжения не привели к трещинам, скорость нагрева (Vнагр=Δt / ΔT) строго ограничивают, особенно для легированных сталей с низкой теплопроводностью.
Условия охлаждения:
На финальном этапе отжига печь не просто выключают. Автоматика контролируемо снижает мощность ТЭНов или газовых горелок, обеспечивая заданную скорость остывания (например, строго 30 °C в час), пока температура не упадет до безопасных 400–500 °C, после чего металл можно извлекать на спокойный воздух цеха.
Критически важным условием является контроль скорости нагрева. Если нагревать массивную заготовку слишком быстро, возникнет температурный градиент (разница температур между горячей поверхностью и холодной сердцевиной). Это приведет к термическим напряжениям.
Условие безопасного нагрева можно выразить соотношением:
σt < σT
(где σt — возникающие термические напряжения, а σT — предел текучести материала при данной температуре).
Чтобы термические напряжения не привели к трещинам, скорость нагрева (Vнагр=Δt / ΔT) строго ограничивают, особенно для легированных сталей с низкой теплопроводностью.
Условия охлаждения:
На финальном этапе отжига печь не просто выключают. Автоматика контролируемо снижает мощность ТЭНов или газовых горелок, обеспечивая заданную скорость остывания (например, строго 30 °C в час), пока температура не упадет до безопасных 400–500 °C, после чего металл можно извлекать на спокойный воздух цеха.
Чем отжиг стали отличается от нормализации и закалки
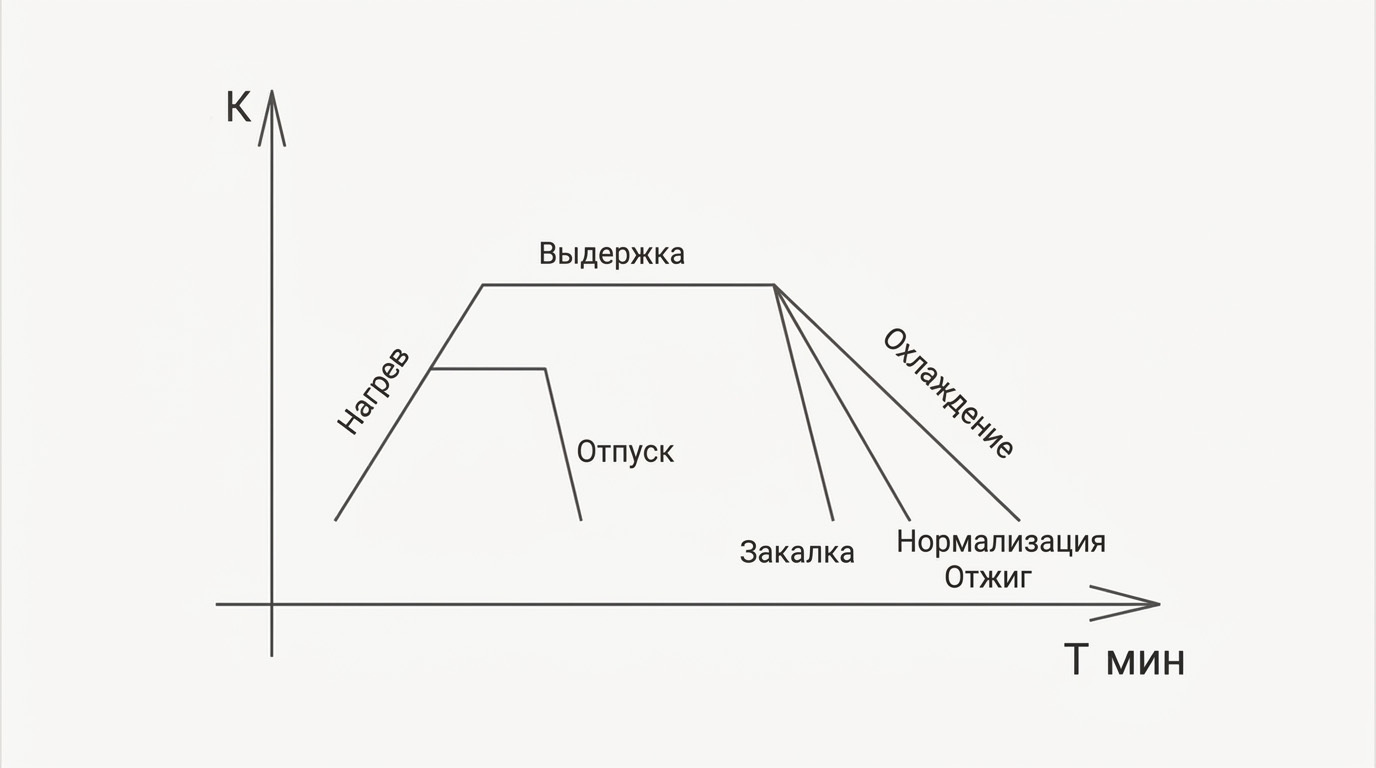
Отжиг, нормализация и закалка — это три базовых операции термической обработки металла, которые формируют свойства современных стальных изделий. На первый взгляд технологический процесс выглядит одинаково: заготовку нагревают выше критических точек (до состояния аустенита) и выдерживают в печи.
Фундаментальное отличие заключается в скорости и среде охлаждения. Именно темп потери тепла диктует, как будут перестраиваться атомы углерода и железа, что в итоге определяет физические свойства металла.
Зависимость процессов от скорости охлаждения металла (Vохл) можно выразить следующим неравенством:
Vотжига<Vнормализации≪Vзакалки
Рассмотрим специфику каждого процесса подробнее.
Фундаментальное отличие заключается в скорости и среде охлаждения. Именно темп потери тепла диктует, как будут перестраиваться атомы углерода и железа, что в итоге определяет физические свойства металла.
Зависимость процессов от скорости охлаждения металла (Vохл) можно выразить следующим неравенством:
Vотжига<Vнормализации≪Vзакалки
Рассмотрим специфику каждого процесса подробнее.
1. Отжиг: максимальная мягкость и снятие напряжений
- Среда охлаждения: Металл остывает вместе с печью при выключенных нагревателях.
- Скорость: Экстремально низкая (обычно 20…50∘C в час).
- Что происходит: Углерод успевает полностью выделиться из твердого раствора. Формируется крупнозернистая, равновесная структура (перлит + феррит).
- Результат: Сталь становится максимально пластичной, мягкой, легко режется токарем или фрезеровщиком. Полностью исчезают внутренние напряжения.
2. Нормализация: «золотая середина» и экономия времени
- Среда охлаждения: Металл извлекают из печи и оставляют остывать на спокойном воздухе цеха.
- Скорость: Средняя.
- Что происходит: Из-за ускоренного остывания структура получается более мелкой и однородной (мелкодисперсный перлит или сорбит), чем при отжиге.
- Результат: Прочность и твердость нормализованной стали на 10–15% выше, чем у отожженной. Этот процесс часто заменяет отжиг, так как он дешевле (печь быстрее освобождается для новой партии). Отлично подготавливает структуру к последующей закалке.
3. Закалка: максимальная твердость и износостойкость
- Среда охлаждения металла: Резкое погружение в жидкости с высокой теплоотдачей — воду, масло, полимерные растворы.
- Формула успеха: Для успешной закалки скорость охлаждения должна превышать критическую скорость закалки сплава:
Vохл ≥ Vкр
- Что происходит: Углерод «запирается» в кристаллической решетке железа, не успевая выделиться. Образуется неравновесная, сильно напряженная игольчатая структура — мартенсит.
- Результат: заготовка приобретает максимальную твердость, прочность и износостойкость, но при этом становится хрупкой (поэтому после закалки всегда проводят еще одну операцию — отпуск).
Сравнительная таблица процессов
Для наглядности основные отличия сведены в таблицу:
Практический вывод: В производственном цикле эти процессы не конкурируют, а дополняют друг друга. Сначала черновую заготовку подвергают отжигу или нормализации, чтобы токарь мог легко придать ей нужную форму. И только готовое, вырезанное изделие (например, шестерню или вал) подвергают закалке, чтобы оно служило долго и не стиралось в механизме.
Заключение: Роль отжига в современном производстве
Отжиг стали — это не просто рутинный этап нагрева металла, а высокоточная технологическая операция, закладывающая фундамент качества будущего изделия. Как показывает практика термической обработки металла, проигнорировать этот процесс или провести его с нарушениями — значит гарантированно получить брак на этапах механической резки или финальной закалки.
Подводя итог всему вышесказанному, можно выделить четыре главных правила эффективной термообработки:
Металловедение не терпит приблизительности. Грамотное управление температурой, временем выдержки и скоростью охлаждения позволяет не только экономить ресурс дорогостоящих станков и резцов, но и создавать стальные детали, способные десятилетиями работать в самых экстремальных условиях.
Подводя итог всему вышесказанному, можно выделить четыре главных правила эффективной термообработки:
- Точность превыше всего. Температурный режим должен подбираться строго индивидуально. То, что подходит для низкоуглеродистой стали, может безвозвратно испортить легированный инструментальный сплав.
- Понимание цели. Выбор между отжигом первого и второго рода зависит от «диагноза» заготовки. Нужно снять внутренние напряжения после сварки — применяют первый род. Требуется кардинально смягчить металл для глубокой фрезеровки — используют второй.
- Контроль среды. Промышленное качество невозможно без современного оборудования. Вакуум или защитные газы спасают металл от окисления и выгорания углерода, сохраняя заданные химические свойства поверхности.
- Правильное место в цикле. Отжиг и нормализация — это подготовительные процессы, делающие металл послушным. А закалка — это финальный аккорд, превращающий готовое изделие в несокрушимый элемент механизма.
Металловедение не терпит приблизительности. Грамотное управление температурой, временем выдержки и скоростью охлаждения позволяет не только экономить ресурс дорогостоящих станков и резцов, но и создавать стальные детали, способные десятилетиями работать в самых экстремальных условиях.
Форма обратной связи
Закажите звонок, менеджер свяжется с вами в течении 10 минут!
Оставить заявку с сайта и получить скидка 10%.
Оставить заявку с сайта и получить скидка 10%.